Eje de soldadura por inducción
Descripción
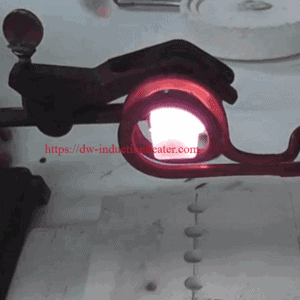
Eje y carburo de soldadura por inducción con calentador de soldadura por inducción de alta frecuencia
Material :Carburo cónico de 1,12″ (28,4 mm) de diámetro, 1,5″(38,1 mm) de altura, eje de acero inoxidable de 1,12″ (28,4 mm) de diámetro y varias longitudes, fundente negro de soldadura fuerte y calzos de soldadura fuerte.
Temperatura : 1500 ºF (815 ºC)
Frecuencia: 300 kHz
Equipamiento: Sistema de calentamiento por inducción DW-UHF-10 kW, equipado con un cabezal de trabajo remoto que contiene dos condensadores de 1,0μF para un total de 0,5μF.
- Una bobina de calentamiento por inducción diseñada y desarrollada específicamente para esta aplicación.
Proceso:
Se utiliza una bobina helicoidal de tres vueltas para soldar el carburo al eje. Se funde el eje de acero y se coloca encima la cuña de soldadura. La punta de metal duro se funde y se coloca encima de la cuña, alineando el agujero avellanado en el metal duro. El agujero no se funde porque el fundente se desgasta y hace que el carburo acumule presión e intente repelerse del eje. Se aplica corriente durante 85 segundos para que la cuña de soldadura fluya y forme una buena unión.
Resultados/beneficios El calentamiento por inducción proporciona:
- Calentamiento rápido localizado sólo donde se necesita
- Crea uniones limpias y controlables
- Calefacción manos libres que no requiere la habilidad del operario para su fabricación
- Distribución uniforme de la calefacción