
Soldadura fuerte por inducción de tubos de acero inoxidable a una base
Objetivo:
Soldadura por inducción para unir un tubo de acero inoxidable (diámetro exterior: 45 mm, diámetro interior: 42 mm) a una base metálica compatible. El objetivo era conseguir una unión fuerte, sin fugas y con una elevada integridad de la unión, adecuada para las tensiones mecánicas y térmicas. También se trataba de optimizar los parámetros de soldadura fuerte, como la potencia, la frecuencia, el diseño de la bobina, la selección del metal de aportación y el tiempo de soldadura, manteniendo la rentabilidad y minimizando la distorsión térmica.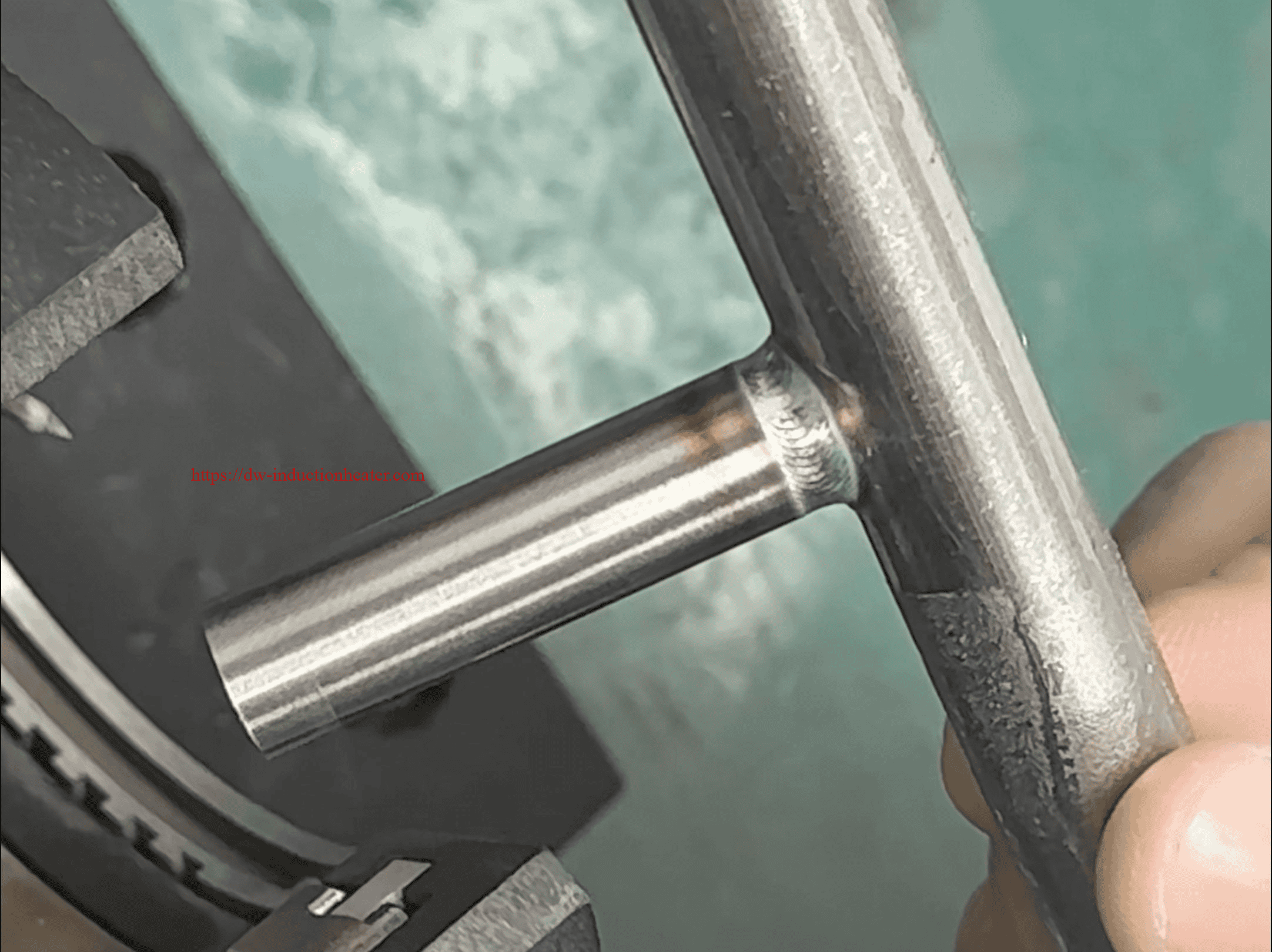
Equipamiento:
- Máquina de soldadura por inducción
- Modelo: Sistema de soldadura por inducción de 10 kW
- Gama de frecuencias: 300-800kHz
- Bobina de inducción personalizada
- Diseñado específicamente para adaptarse a los requisitos de geometría y calentamiento de la conexión del tubo y la base de acero inoxidable.
- Sistema de refrigeración
- Sistema de refrigeración por agua para evitar el sobrecalentamiento del equipo de inducción y estabilizar la temperatura durante el funcionamiento continuo.
- Fijaciones y herramientas de posicionamiento
- Plantilla y accesorios para alinear con precisión el tubo de acero inoxidable y la base durante la soldadura fuerte.
Materiales:
- Tubo de acero inoxidable
- Diámetro exterior: 45 mm
- Diámetro interior: 42 mm
- Grado del material: AISI 304 (seleccionado por su resistencia a la corrosión y su resistencia mecánica).
- Material de base
- Base de acero dulce (acero al carbono), utilizada por su idoneidad económica y su compatibilidad con los tubos de acero inoxidable para soldadura fuerte.
- Metal de relleno
- Metal de relleno: BAg-7 (aleación a base de plata con un contenido aproximado de 56% de plata, que ofrece una excelente fluidez capilar y compatibilidad con el acero inoxidable).
- Intervalo de fusión: 630-660°C.
- Flux
- Tipo: Fundente a base de flúor; se utiliza para eliminar óxidos y favorecer la adherencia de la masilla a la base y al tubo de acero inoxidable.
Prueba de soldadura fuerte:
- Selección de potencia y frecuencia
- A potencia de 7 kW se determinó experimentalmente como óptimo para calentar la zona de unión sin sobrecalentar otras partes del conjunto.
- En la frecuencia de funcionamiento se fijó en 400 kHz para garantizar un calentamiento eficaz del material de acero inoxidable con la bobina.
- Diseño de la bobina de inducción
- Se utilizó una bobina helicoidal de doble vuelta para concentrar el calor en la zona de unión, garantizando un calentamiento uniforme del tubo de acero inoxidable y de la base simultáneamente.
- El diámetro de la bobina se diseñó para proporcionar un espacio de 3-5 mm en todos los lados del tubo para un acoplamiento de inducción uniforme.
- Prueba de posicionamiento de la junta
- El tubo de acero inoxidable (45 mm de diámetro exterior) se alineó con precisión a la base para garantizar un espacio uniforme de 0,1-0,2 mm para la acción capilar del material de relleno.
- Control de la temperatura
- Un pirómetro garantizó que la temperatura de la junta alcanzara y mantuviera aproximadamente 650°C.
- Tiempo de soldadura
- Los ensayos identificaron un tiempo óptimo de soldadura fuerte de 10 segundosLa temperatura de la junta se mantiene constante, lo que permite que la junta alcance el umbral de temperatura adecuado para la fusión y adhesión del metal de aportación sin una sobreexposición al calor.
Pasos de soldadura:
- Preparación
- Limpia cuidadosamente la superficie del tubo y la base de acero inoxidable para eliminar el aceite, la suciedad y los óxidos.
- Aplicación uniforme de fundente fluorado en las superficies de las juntas.
- Montaje y colocación de dispositivos
- El tubo de acero inoxidable se colocó en la base, con una junta solapada para maximizar la resistencia. Durante el proceso, el conjunto se mantuvo fijo gracias a unos soportes.
- Calentamiento por inducción
- La máquina de inducción aplicó 7kW de potencia a 400kHz. El calentamiento preciso se centraba en la junta, donde la bobina rodeaba el tubo y la base.
- Aplicación del material de relleno
- A medida que la temperatura se acercaba a 650°C, se aplicaba la aleación de relleno a la junta. La acción capilar atrajo el relleno fundido hacia el hueco de la junta.
- Refrigeración
- Tras la soldadura, el conjunto se dejó enfriar de forma natural para evitar el choque térmico.
Resultados/beneficios:
- Fuerza de las articulaciones
- La unión soldada se sometió a pruebas de tracción y superó los requisitos de carga mecánica con un margen de 15%, consiguiendo una conexión fuerte y estanca apta para aplicaciones presurizadas.
- Integridad térmica
- El proceso minimizó la distorsión térmica, preservando la precisión dimensional del tubo y la base de acero inoxidable.
- Eficacia
- El proceso de soldadura se completó en 10 segundos de calentamiento, demostrando una alta productividad con un consumo mínimo de energía.
- Acabado pulcro
- La unión tenía un acabado limpio debido al calentamiento adecuado, la distribución del material de relleno y los mínimos residuos de fundente. La limpieza posterior a la soldadura fue mínima.
Calentamiento por inducción Proporciona:
- Calefacción local y precisa:
El sistema de inducción suministraba calor directa y uniformemente a la zona de la junta sin afectar a las secciones adyacentes, lo que reducía la tensión térmica y preservaba las propiedades del material. - Control de procesos:
El control preciso de la temperatura, la potencia y la frecuencia garantizó una calidad constante de las juntas y permitió optimizarlas para distintos escenarios de producción. - Repetibilidad:
El proceso de inducción garantizó resultados uniformes con una variación mínima entre juntas, lo que lo hace muy fiable para su uso industrial a gran escala. - Eficiencia energética:
El sistema de inducción de 10 kW logró una alta eficiencia de calentamiento, reduciendo significativamente el consumo de energía en comparación con métodos de soldadura alternativos como la soldadura en horno. - Seguridad y limpieza:
El calentamiento por inducción eliminó las llamas abiertas, reduciendo los riesgos laborales y proporcionando un entorno de proceso más limpio.
Análisis de datos y estadísticas:
| Parámetro | Valor | Notas |
|---|---|---|
| Potencia | 7kW | Optimizado para equilibrar la distribución del calor. |
| Frecuencia | 400 kHz | Óptimo para acero inoxidable y relleno. |
| Diseño de la bobina | Bobina helicoidal de doble vuelta | Garantiza un calentamiento uniforme alrededor de la junta. |
| Tiempo de soldadura | 10 segundos | Suficiente para fundir y rellenar. |
| Material de relleno | Aleación de plata BAg-7 | Alta resistencia y excelente flujo capilar. |
| Temperatura alcanzada | 650°C | Ideal para fundir material de relleno. |
Este caja de soldadura por inducción demostró la eficacia y precisión del método para crear uniones de alta calidad en aplicaciones exigentes de acero inoxidable. El análisis detallado y la optimización de todos los parámetros del proceso garantizaron el éxito de la operación de soldadura fuerte al tiempo que maximizaban la eficiencia y la productividad.