



Soldadura por inducción Herramientas de acero inoxidable
Descripción
Herramientas de soldadura por inducción de acero inoxidable con equipos de calentamiento por RF
Objetivo de la investigación
Soldar tres juntas en un conjunto de chorro de profilaxis dental con calentamiento por inducción; para mejorar la consistencia del rendimiento y reducir el tiempo de ciclo.
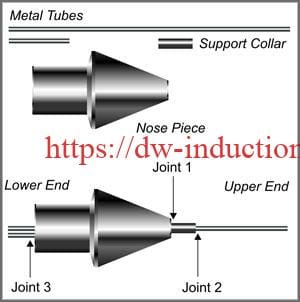
Piezas y materiales Descripción
Pieza nasal profiláctica de acero inoxidable, dos tubos, collarín de soporte del tubo, anillos de aleación de soldadura fuerte, fundente B1.
Temperatura requerida
1400°F
Equipos de calentamiento por inducción
DW-UHF-4.5kW RF Induction Heating Power Supply, inductor especialmente diseñado (bobina)
Frecuencia de funcionamiento
400 kHz
Procedimiento de calentamiento
Se realizaron pruebas iniciales para establecer el tiempo de calentamiento y los perfiles de calentamiento. Se determinó que un proceso en dos etapas proporcionaría resultados óptimos. Para esta aplicación se utilizó un inductor helicoidal de cuatro vueltas y doble bobinado especialmente diseñado para suministrar calor uniforme a las zonas de unión. Se ensamblaron los dos tubos, el collarín de soporte del tubo y la boquilla y se mantuvieron en su posición con fijaciones temporales. Se colocaron los anillos de aleación de soldadura fuerte y se aplicó una fina capa de fundente B1 a todo el conjunto. En la primera etapa del proceso de calentamiento, el extremo superior del tubo del conjunto se colocó en la zona de calentamiento y se suministró energía de inducción durante 10 segundos. En la segunda etapa, se invirtió el montaje y se calentó el extremo inferior del montaje durante otros 10 segundos. A continuación, se retiró el conjunto, se bañó en agua caliente para eliminar el fundente y se secó con aire caliente.
Conclusión
Se obtuvieron resultados consistentes y repetibles con la fuente de alimentación DW-UHF-4,5kW y ciclos de calor de 10 segundos. Cada unión soldada se selló con un fileteado uniforme.




