








sistemas de tratamiento térmico post-soldadura por inducción máquinas pwht por inducción
Descripción
¿Qué es un sistema PWHT de inducción?
En sistema PWHT de inducción / inductioin post weld heat treatment system es una solución de tratamiento térmico diseñada para minimizar las tensiones residuales en los materiales y mejorar sus propiedades mecánicas tras la soldadura. Utilizando el principio de inducción electromagnética, el sistema genera calor directamente dentro del material, lo que permite un calentamiento localizado y controlado. A diferencia de los métodos tradicionales, como el calentamiento en horno o el calentamiento por resistencia, el PWHT por inducción ofrece procesos de tratamiento térmico más rápidos, eficientes desde el punto de vista energético y precisos, por lo que resulta ideal para industrias que exigen componentes soldados de alta calidad.
Cómo funciona
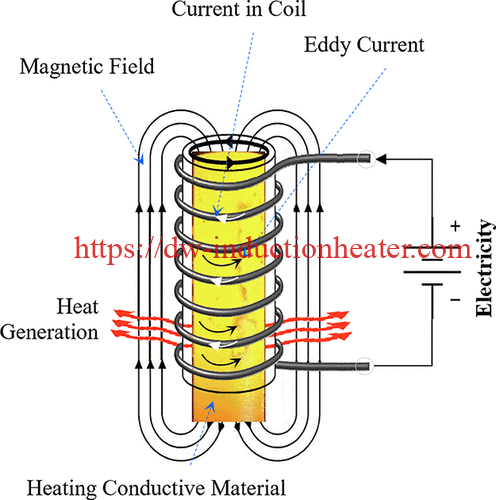
- Bobina de inducción/Manta: Se coloca una bobina o manta de inducción flexible alrededor o cerca de la zona de soldadura.
- Generación de campos electromagnéticos: La fuente de alimentación de la máquina convierte la alimentación de línea de CA en una frecuencia específica (a menudo en el rango de 2 kHz a 25 kHz).
- Corrientes de Foucault y generación de calor: El campo electromagnético induce corrientes de Foucault en el metal, provocando su calentamiento desde el interior.
- Control de temperatura: Los termopares colocados cerca de la soldadura proporcionan información al sistema de control (PLC). Este regula la potencia de salida para lograr un perfil de temperatura preciso de acuerdo con los procedimientos PWHT.
¿Por qué utilizar la inducción para la PWHT?
- Calentamiento rápido y preciso: La inducción ofrece velocidades de calentamiento más rápidas y un control preciso de la temperatura, lo que minimiza los problemas de calidad, como el agrietamiento o el alivio incompleto de la tensión.
- Eficiencia energética: Los sistemas de inducción suelen ser más eficaces que la resistencia tradicional o la calefacción por horno. La energía se concentra directamente en la zona que necesita calor.
- Portabilidad y flexibilidad: En comparación con los grandes hornos, las unidades PWHT de inducción (con bobinas/mantas flexibles) permiten el tratamiento in situ o in situ. Esto es especialmente útil para componentes grandes o instalaciones fijas (por ejemplo, tuberías en refinerías).
- Automatización y supervisión: La mayoría de las máquinas PWHT de inducción llevan incorporados sistemas de registro de datos, gestión de recetas y alarmas, lo que simplifica el cumplimiento de los códigos (como ASME, AWS) y garantiza la trazabilidad del proceso.
Características típicas de una máquina PWHT de inducción
- Rango de potencia nominal: Las máquinas pueden ir desde pequeñas unidades de 30 kW a grandes sistemas de más de 300 kW, en función del grosor, el tipo de material y el tamaño de la pieza.
- Gama de frecuencias: Normalmente entre 2 kHz y 25 kHz, optimizado para la profundidad de penetración de calor necesaria.
- Múltiples canales de calefacción (zonas): Permiten el tratamiento simultáneo de múltiples uniones o geometrías de soldadura complejas.
- Control avanzado: HMI (interfaz hombre-máquina) con pantalla táctil, control basado en PLC, entradas multitermopar y opciones de registro de datos.
- Método de refrigeración: Dependiendo de la potencia nominal, las fuentes de alimentación de inducción pueden estar refrigeradas por aire o por agua.
Aplicaciones de las máquinas PWHT de inducción en el campo de las tuberías
 Tratamiento térmico posterior a la soldadura (PWHT) es un proceso crucial en la industria de las tuberías, especialmente en aplicaciones de alta presión y alta temperatura. Mediante el uso de la tecnología de calentamiento por inducción para realizar el PWHT, los fabricantes y operadores de tuberías pueden lograr un control preciso y constante de la temperatura, al tiempo que reducen los tiempos totales de tratamiento. A continuación se describen las principales aplicaciones y ventajas de la PWHT por inducción en el campo de las tuberías:
Tratamiento térmico posterior a la soldadura (PWHT) es un proceso crucial en la industria de las tuberías, especialmente en aplicaciones de alta presión y alta temperatura. Mediante el uso de la tecnología de calentamiento por inducción para realizar el PWHT, los fabricantes y operadores de tuberías pueden lograr un control preciso y constante de la temperatura, al tiempo que reducen los tiempos totales de tratamiento. A continuación se describen las principales aplicaciones y ventajas de la PWHT por inducción en el campo de las tuberías:
1. Construcción de nuevas tuberías
- Soldaduras largas
- Las tuberías de gran diámetro suelen requerir múltiples pasadas y uniones de soldadura complejas. La PWHT por inducción puede utilizarse para realizar un tratamiento térmico uniforme a lo largo de todo el cordón, lo que mejora la calidad de la soldadura y reduce el riesgo de fisuración.
- Soldaduras de unión
- Durante los proyectos de instalación o ampliación, las soldaduras de unión conectan diferentes segmentos de tuberías. El tratamiento térmico constante de estas soldaduras mediante inducción reduce la tensión residual y ayuda a garantizar la integridad a largo plazo, especialmente en tuberías destinadas a servicios de alta presión.
- Juntas de campo en zonas remotas
- Los equipos de PWHT por inducción diseñados para ser portátiles pueden transportarse a lugares remotos de construcción de tuberías o terrenos accidentados. La configuración eficiente y los ciclos de calentamiento/enfriamiento más rápidos son especialmente beneficiosos cuando se trabaja en condiciones difíciles con recursos limitados.
2. Reparación y mantenimiento de tuberías
- Reparación de grietas
- Las tuberías pueden agrietarse por fatiga, corrosión o daños mecánicos. La PWHT por inducción ayuda a aliviar las tensiones residuales en la zona de soldadura reparada, reduciendo el riesgo de propagación de grietas y prolongando la vida útil de la tubería.
- Roscado en caliente y ampliaciones de ramas
- Cuando es necesario realizar modificaciones en las tuberías (como añadir ramales o nuevas conexiones), las soldaduras pueden someterse a PWHT por inducción para mejorar la ductilidad, la tenacidad y la fiabilidad general.
- Sección Sustitución
- Si se retira y sustituye una sección de tubería, a menudo se utiliza la PWHT por inducción en las nuevas soldaduras para garantizar unas propiedades metalúrgicas y una distribución de tensiones similares a las de las secciones de tubería originales.

- Si se retira y sustituye una sección de tubería, a menudo se utiliza la PWHT por inducción en las nuevas soldaduras para garantizar unas propiedades metalúrgicas y una distribución de tensiones similares a las de las secciones de tubería originales.

3. Cumplimiento de las normas y códigos del sector
- Normas ASME y API
- Muchos códigos de tuberías a presión (por ejemplo, ASME B31.3, ASME B31.4, ASME B31.8 y normas API) especifican PWHT para determinados materiales, espesores y escenarios de servicio. Las máquinas de PWHT por inducción proporcionan un control preciso de la temperatura y documentación informatizada, ayudando a los operarios a cumplir estos requisitos normativos.
- Reducción de la dureza
- Al distribuir uniformemente el calor por toda la zona de soldadura, los sistemas de inducción ayudan a reducir la dureza en la zona afectada por el calor (ZAT), un requisito en algunos procedimientos estipulados por código para minimizar el riesgo de fisuración inducida por hidrógeno.
- Requisitos específicos de los materiales
- Determinados aceros aleados, como los aceros al cromo-molibdeno (Cr-Mo) u otros aceros de alta resistencia y baja aleación (HSLA), pueden exigir perfiles térmicos estrictos. El PWHT por inducción permite personalizar el aumento de temperatura, los tiempos de mantenimiento y el enfriamiento controlado para lograr la microestructura deseada.
4. Beneficios de PWHT por inducción en tuberías Aplicaciones
- Ciclos de calentamiento más rápidos
- El calentamiento por inducción suministra calor directa y eficazmente a la zona de soldadura, lo que reduce significativamente el tiempo de calentamiento en comparación con los métodos tradicionales (como las bobinas de resistencia o los hornos de gas).
- Distribución precisa y uniforme del calor
- Los sistemas de control automatizados permiten una regulación precisa de la temperatura y una cobertura uniforme alrededor de la circunferencia del tubo. Esta homogeneidad es fundamental para cumplir los requisitos mecánicos y metalúrgicos.
- Movilidad y facilidad de instalación
- Las modernas máquinas PWHT de inducción están diseñadas para ser ligeras y portátiles, lo que las hace ideales para su uso sobre el terreno, donde los grandes hornos o las instalaciones permanentes son poco prácticos.
- Eficiencia energética
- Dado que el calentamiento por inducción concentra la energía en la zona de soldadura en lugar de calentar grandes áreas circundantes, se reduce el consumo total de energía, lo que se traduce en eficiencia de costes, especialmente importante para grandes proyectos de tuberías.
- Mayor seguridad
- Los sistemas de calentamiento por inducción eliminan la necesidad de llamas abiertas o entornos con combustibles a alta temperatura, lo que reduce el riesgo de incendio y mejora la seguridad en las obras.

- Los sistemas de calentamiento por inducción eliminan la necesidad de llamas abiertas o entornos con combustibles a alta temperatura, lo que reduce el riesgo de incendio y mejora la seguridad en las obras.

5. Procedimientos comunes de PWHT en tuberías con inducción
- Precalentamiento
- Antes de soldar, la tecnología de inducción también puede emplearse para precalentar la tubería o los accesorios, especialmente cuando se trabaja con materiales de paredes gruesas o de alta resistencia. Esto ayuda a evitar el enfriamiento rápido y el posterior agrietamiento en la zona de soldadura.

- Antes de soldar, la tecnología de inducción también puede emplearse para precalentar la tubería o los accesorios, especialmente cuando se trabaja con materiales de paredes gruesas o de alta resistencia. Esto ayuda a evitar el enfriamiento rápido y el posterior agrietamiento en la zona de soldadura.
- Aumento y remojo controlados
- Los equipos de inducción permiten velocidades de aumento del calor personalizadas, lo que garantiza el calentamiento gradual de la unión soldada. Una vez alcanzada la temperatura deseada (a menudo entre 600 y 700 °C, según el material), se mantiene durante un tiempo determinado (fase de remojo) para aliviar las tensiones internas.
- Enfriamiento controlado
- Una fase de enfriamiento gradual es fundamental para evitar la formación de microestructuras frágiles. Con los sistemas de inducción, los operarios pueden programar la velocidad de enfriamiento para cumplir requisitos específicos del material.

Casos prácticos y ventajas
- Recipientes a presión y tuberías: Garantiza la integridad de las soldaduras en aplicaciones de petróleo y gas, generación de energía y petroquímicas.
- Fabricación pesada: Alivia la tensión residual en grandes estructuras como secciones de barcos, componentes de maquinaria pesada y conjuntos de acero estructural.
- Reparaciones y mantenimiento: Ideal para reparaciones de soldaduras in situ (por ejemplo, turbinas, tubos de calderas y tuberías complejas) sin necesidad de desmontar grandes conjuntos.
- Cumplimiento del código: Muchas normas (ASME, AWS, EN) exigen un tratamiento térmico posterior a la soldadura para determinados materiales y espesores a fin de garantizar la integridad mecánica.
A continuación se muestra una tabla ilustrativa de parámetros técnicos para máquinas PWHT (tratamiento térmico posterior a la soldadura) de inducción con potencias de 60 kW, 80 kW, 120 kW, 160 kW, 200 kW, 240 kW y 300 kW. Las especificaciones reales pueden variar según el fabricante, por lo que estas cifras deben considerarse valores de referencia típicos.
Parámetros técnicos de las máquinas PWHT de inducción (de 60 kW a 300 kW)
| Parámetro | 60 kW | 80 kW | 120 kW | 160 kW | 200 kW | 240 kW | 300 kW |
|---|---|---|---|---|---|---|---|
| Potencia nominal | 60 kW | 80 kW | 120 kW | 160 kW | 200 kW | 240 kW | 300 kW |
| Tensión de entrada (3-Fases) | 380-415 V<br>(50/60 Hz) | 380-415 V<br>(50/60 Hz) | 380-415 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) |
| Gama de frecuencias de salida | 5-25 kHz | 5-25 kHz | 5-25 kHz | 5-25 kHz | 2-25 kHz | 2-25 kHz | 2-25 kHz |
| Corriente nominal (Aprox.) | ~90-100 A | ~120-130 A | ~180-200 A | ~240-260 A | ~300-320 A | ~350-380 A | ~450-480 A |
| Canales de calefacción (Zonas) | 1-2 | 2-4 | 2-4 | 4-6 | 4-6 | 4-6 | 6-8 |
| Temperatura | Hasta ~850 °C | Hasta ~850 °C | Hasta ~850 °C | Hasta ~900 °C | Hasta ~900 °C | Hasta ~900 °C | Hasta ~900 °C |
| Precisión del control de temperatura | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C |
| Método de refrigeración | Módulo de potencia refrigerado por aire o agua | Módulo de potencia refrigerado por aire o agua | Módulo de potencia refrigerado por agua | Módulo de potencia refrigerado por agua | Módulo de potencia refrigerado por agua | Módulo de potencia refrigerado por agua | Módulo de potencia refrigerado por agua |
| Ciclo de trabajo (a potencia máxima) | ~80-100% (Continuo) | ~80-100% (Continuo) | ~80-100% (Continuo) | ~80-100% (Continuo) | ~80-100% (Continuo) | ~80-100% (Continuo) | ~80-100% (Continuo) |
| Sistema de control | Pantalla táctil PLC/HMI, registro de datos | Pantalla táctil PLC/HMI, registro de datos | Pantalla táctil PLC/HMI, registro de datos | Pantalla táctil PLC/HMI, registro de datos | Pantalla táctil PLC/HMI, registro de datos | Pantalla táctil PLC/HMI, registro de datos | Pantalla táctil PLC/HMI, registro de datos |
| Dimensiones (L×A×H, aprox.) | 0.8×0.7×1.4 m | 1.0×0.8×1.5 m | 1.1×0.9×1.6 m | 1.2×1.0×1.7 m | 1.3×1.1×1.8 m | 1.4×1.2×1.8 m | 1.6×1.4×2.0 m |
| Peso (Aprox.) | ~250 kg | ~300 kg | ~400 kg | ~500 kg | ~600 kg | ~700 kg | ~900 kg |
 Notas:
Notas:

- Tensión de entrada: Cuanto mayor sea la potencia nominal, más amplio puede ser el rango de tensión de entrada aceptable (algunos modelos pueden funcionar hasta 480 V o 690 V).
- Frecuencia de salida: Las frecuencias más bajas penetran más profundamente en el material, lo que suele ser ventajoso para los componentes de paredes gruesas. La frecuencia ajustable ayuda a optimizar la distribución del calor.
- Canales de calefacción (Zonas): Múltiples canales independientes permiten la PWHT simultánea en múltiples uniones o geometrías más complejas.
- Método de refrigeración: Las unidades más pequeñas a veces utilizan refrigeración por aire forzado; las unidades de mayor potencia suelen emplear circuitos de refrigeración por agua o glicol.
- Ciclo de trabajo: Indica la capacidad de la máquina para funcionar continuamente a plena potencia. La mayoría de los equipos PWHT de inducción ofrecen un funcionamiento casi continuo (80-100%) si se refrigeran adecuadamente.
- Dimensiones y peso: Varían mucho en función del tipo de carcasa (marco abierto, armario), la configuración de refrigeración y los extras opcionales (como la estiba de cables o los sistemas de carretes integrados).
Consideraciones adicionales para el equipo PWHT de inducción
- Tipo de bobina/Inductor: Pueden suministrarse mantas flexibles, cables o bobinas rígidas, dependiendo de la aplicación.
- Registro de datos e informes: Muchos sistemas incorporan registradores de datos para una trazabilidad precisa de la temperatura y el tiempo, crucial para el cumplimiento de los códigos (por ejemplo, ASME, AWS).
- Entradas de termopar: Normalmente admite múltiples termopares para una supervisión precisa de varias zonas de soldadura.
- Seguridad y alarmas: La sobretemperatura, el bajo caudal de refrigerante y la detección de fallo a tierra son características de seguridad estándar.
Para conocer los detalles exactos, se recomienda consultar al fabricante o proveedor, que adaptará los parámetros (como el diseño de la bobina, el software de control o las funciones avanzadas) a sus procedimientos de soldadura y requisitos de material específicos.
Conclusión
Sistemas PWHT de inducción representan un avance significativo en la tecnología de tratamiento térmico posterior a la soldadura. Al aprovechar la potencia de la inducción electromagnética, proporcionan un calentamiento más rápido, eficaz, altamente controlado y uniforme que los métodos tradicionales. En construcción de oleoductos al complejo fabricación de recipientes a presiónLa PWHT por inducción mejora la integridad de las soldaduras, aumenta la seguridad, incrementa la productividad y garantiza el cumplimiento de las estrictas normas del sector, contribuyendo en última instancia a la fiabilidad y seguridad a largo plazo de las estructuras soldadas críticas.



