Końcówka pręta ze stali kutej indukcyjnie
Opis
Końcówka stalowego pręta do kucia indukcyjnego z indukcyjną maszyną grzewczą
Cel Podgrzewanie końców stalowych prętów do 1800ºF przed operacją kucia. Obróbka prętów obejmuje podgrzewanie, prasowanie w dwuczęściowej matrycy w celu wykucia końcówki pręta oraz końcowe podgrzewanie w wężownicy kanałowej w celu odpuszczenia prętów i zmniejszenia naprężeń związanych z kuciem. Klient musi przetwarzać pręty o różnych
średnica od 1/8″ do 1/2″. Temperatura pręta musi wynosić powyżej 1400ºF w środku, podczas gdy zewnętrzna krawędź może wynosić nawet 1900ºF.
Materiał Stalowe pręty o różnych średnicach od 1/8″ do 1/2″
Temperatura 1800ºF
Częstotliwość 50 kHz
Sprzęt DW-HF-45kW wyjściowy półprzewodnikowy zasilacz indukcyjny zawierający zdalną stację grzewczą zawierającą 2 kondensatory o łącznej pojemności 0,5 μF, wraz z 6-zwojową (3 na 3) cewką spiralną.
Proces Stwierdzono, że półprzewodnikowy zasilacz indukcyjny DW-HF-45kW osiąga następujące wyniki:
Wyniki - Stalowe pręty o obu średnicach osiągnęły temperaturę 1800ºF w czasie krótszym niż 5 sekund, co zostało zmierzone za pomocą pirometru optycznego.
- Pręt 1/2″ był ograniczony właściwościami fizycznymi stali z czasem wymaganym do przeniesienia ciepła z zewnętrznej krawędzi pręta do środka, aby podnieść temperaturę do 1400ºF bez topienia powierzchni pręta. Nagrzewanie pręta 1/8″ było ograniczone wydajnością nagrzewania indukcyjnego przy częstotliwości 80 kHz. Pręty o większej średnicy stopniowo nagrzewały się szybciej, aż do ograniczeń przewodności cieplnej.

Podobne produkty
-

nagrzewnice indukcyjne do formowania na gorąco stali, miedzi i aluminium
-
Indukcyjny piec do podgrzewania kęsów aluminiowych do wytłaczania i kucia aluminium
-
Indukcyjne piece grzewcze do kucia, walcowania i wytłaczania stali, miedzi, mosiądzu, aluminium, tytanu i innych materiałów
-
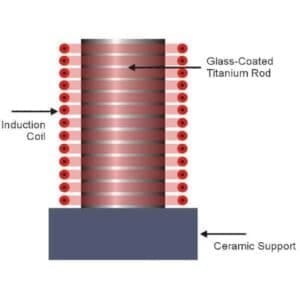
Indukcyjny pręt tytanowy do formowania na gorąco