
Lutowanie indukcyjne rur ze stali nierdzewnej do podstawy
Cel:
Lutowanie indukcyjne został wykorzystany do połączenia rury ze stali nierdzewnej (OD: 45 mm, ID: 42 mm) z kompatybilną metalową podstawą. Celem było uzyskanie mocnego, szczelnego połączenia o wysokiej integralności, odpowiedniego do naprężeń mechanicznych i termicznych. Przypadek ten miał również na celu optymalizację parametrów lutowania, w tym mocy, częstotliwości, konstrukcji cewki, wyboru metalu wypełniającego i czasu lutowania, przy jednoczesnym zachowaniu efektywności kosztowej i minimalizacji odkształceń termicznych.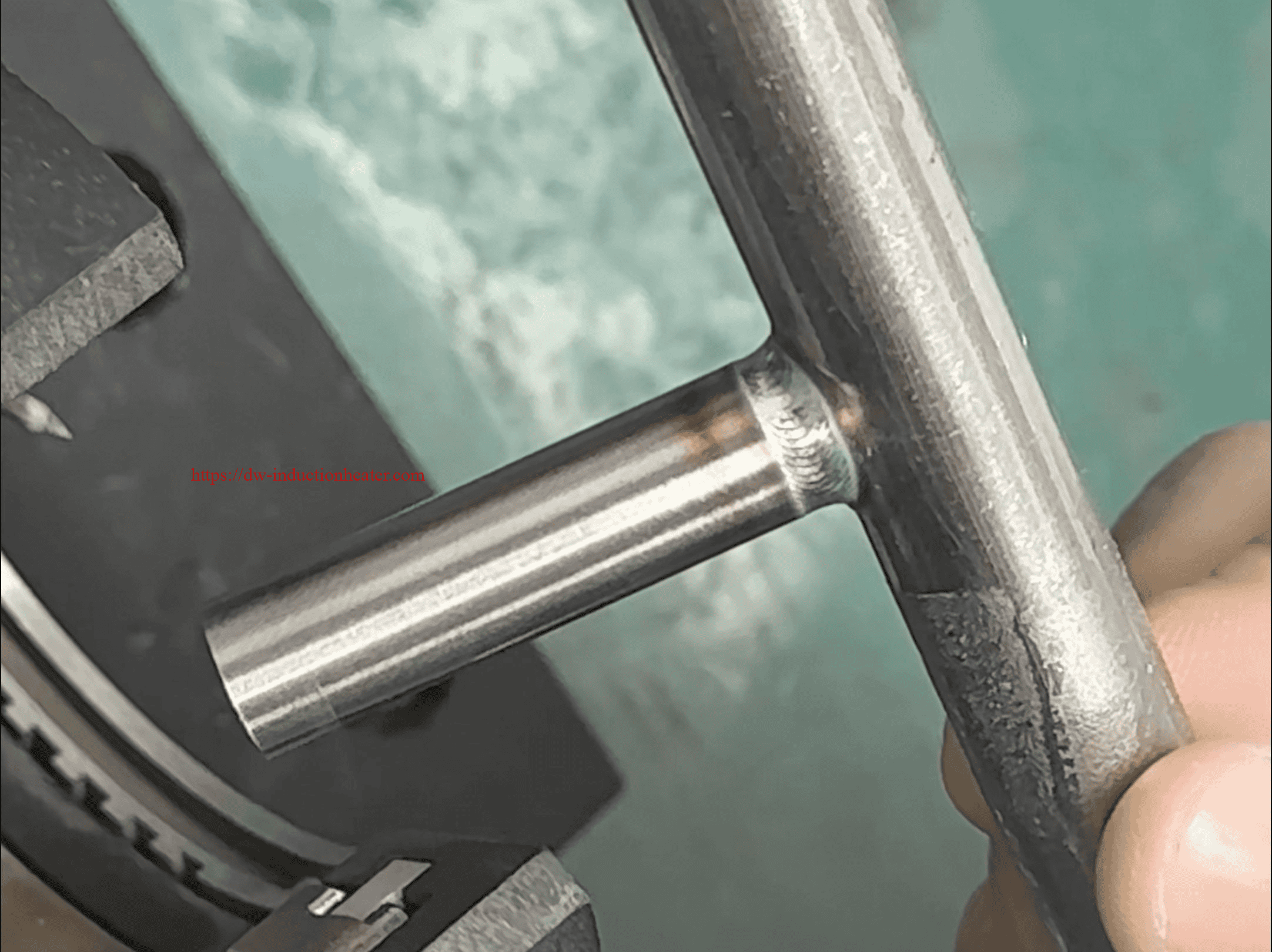
Sprzęt:
- Maszyna do lutowania indukcyjnego
- Model: 10kW indukcyjny system lutowania
- Zakres częstotliwości: 300-800 kHz
- Niestandardowa cewka indukcyjna
- Zaprojektowany specjalnie w celu dostosowania geometrii i wymagań grzewczych rury ze stali nierdzewnej i połączenia podstawy.
- Układ chłodzenia
- System chłodzenia wodą zapobiegający przegrzaniu sprzętu indukcyjnego i stabilizujący temperaturę podczas ciągłej pracy.
- Uchwyty i narzędzia pozycjonujące
- Przyrząd i uchwyty do precyzyjnego wyrównania rury ze stali nierdzewnej i podstawy podczas lutowania.
Materiały:
- Rura ze stali nierdzewnej
- Średnica zewnętrzna: 45 mm
- Średnica wewnętrzna: 42 mm
- Gatunek materiału: AISI 304 (wybrany ze względu na odporność na korozję i wytrzymałość mechaniczną).
- Materiał bazowy
- Podstawa ze stali miękkiej (stali węglowej), stosowana ze względu na jej ekonomiczną przydatność i kompatybilność z rurami ze stali nierdzewnej do lutowania twardego.
- Wypełniacz metalowy
- Metal wypełniający: BAg-7 (stop na bazie srebra o zawartości srebra około 56%, oferujący doskonały przepływ kapilarny i kompatybilność ze stalą nierdzewną).
- Zakres topnienia: 630-660°C.
- Flux
- Typ: Topnik na bazie fluorków; stosowany do usuwania tlenków i zwiększania przyczepności wypełniacza do podłoża i rury ze stali nierdzewnej.
Lutowanie próbne:
- Wybór mocy i częstotliwości
- A moc wyjściowa 7 kW została eksperymentalnie określona jako optymalna do ogrzewania obszaru połączenia bez przegrzewania innych części zespołu.
- The Częstotliwość robocza została ustawiona na 400 kHz aby zapewnić wydajne ogrzewanie materiału ze stali nierdzewnej za pomocą wężownicy.
- Konstrukcja cewki indukcyjnej
- Podwójna spiralna cewka została użyta do skupienia ciepła na obszarze połączenia, zapewniając równomierne nagrzewanie zarówno rury ze stali nierdzewnej, jak i podstawy jednocześnie.
- Średnica cewki została zaprojektowana tak, aby zapewnić odstęp 3-5 mm ze wszystkich stron rury w celu równomiernego sprzężenia indukcyjnego.
- Pozycjonowanie złącza testowego
- Rurka ze stali nierdzewnej (o średnicy zewnętrznej 45 mm) została precyzyjnie dopasowana do podstawy, aby zapewnić równomierną szczelinę 0,1-0,2 mm dla działania kapilarnego materiału wypełniającego.
- Kontrola temperatury
- Pirometr zapewnił, że temperatura złącza osiągnęła i utrzymywała się na poziomie około 650°C.
- Czas lutowania
- Próby wykazały optymalny czas lutowania wynoszący 10 sekundDzięki temu złącze może osiągnąć odpowiedni próg temperatury do stopienia metalu wypełniacza i adhezji bez nadmiernej ekspozycji na ciepło.
Etapy lutowania:
- Przygotowanie
- Dokładnie wyczyść powierzchnię rurki i podstawy ze stali nierdzewnej, aby usunąć olej, brud i tlenki.
- Równomierne nałożenie topnika na bazie fluoru na powierzchnie złącza.
- Montaż i pozycjonowanie urządzeń
- Rura ze stali nierdzewnej została umieszczona w podstawie, z zachodzącym na siebie połączeniem, aby zmaksymalizować wytrzymałość. Uchwyty utrzymywały zespół stabilnie podczas procesu.
- Ogrzewanie indukcyjne
- Maszyna indukcyjna wykorzystywała moc 7 kW przy częstotliwości 400 kHz. Precyzyjne nagrzewanie koncentrowało się na złączu, gdzie cewka otaczała rurkę i podstawę.
- Zastosowanie materiału wypełniającego
- Gdy temperatura zbliżyła się do 650°C, stop wypełniacza został nałożony na złącze. Działanie kapilarne wciągnęło stopiony wypełniacz do szczeliny złącza.
- Chłodzenie
- Po lutowaniu zespół pozostawiono do naturalnego ostygnięcia, aby uniknąć szoku termicznego.
Wyniki/korzyści:
- Wspólna siła
- Lutowane złącze zostało poddane testom na rozciąganie i przekroczyło wymagania dotyczące obciążenia mechanicznego o 15%, uzyskując mocne i szczelne połączenie odpowiednie do zastosowań ciśnieniowych.
- Integralność termiczna
- Proces ten zminimalizował odkształcenia cieplne, zachowując dokładność wymiarową rury i podstawy ze stali nierdzewnej.
- Wydajność
- Proces lutowania został zakończony w ciągu 10 sekund czasu nagrzewaniawykazując wysoką wydajność przy minimalnym zużyciu energii.
- Schludne wykończenie
- Złącze miało czyste wykończenie dzięki odpowiedniemu nagrzaniu, rozprowadzeniu materiału wypełniającego i minimalnym pozostałościom topnika. Czyszczenie po lutowaniu było minimalne.
Zapewnia ogrzewanie indukcyjne:
- Precyzyjne i lokalne ogrzewanie:
System indukcyjny dostarczał ciepło bezpośrednio i równomiernie do obszaru połączenia bez wpływu na sąsiednie sekcje, zmniejszając naprężenia termiczne i zachowując właściwości materiału. - Kontrola procesu:
Precyzyjna kontrola nad temperaturą, mocą i częstotliwością zapewniła stałą jakość połączeń i umożliwiła optymalizację pod kątem różnych scenariuszy produkcyjnych. - Powtarzalność:
Proces indukcji zapewnił spójne wyniki przy minimalnych różnicach między połączeniami, dzięki czemu jest wysoce niezawodny w zastosowaniach przemysłowych na dużą skalę. - Efektywność energetyczna:
System indukcyjny o mocy 10 kW osiągnął wysoką wydajność grzewczą, znacznie zmniejszając zużycie energii w porównaniu z alternatywnymi metodami lutowania, takimi jak lutowanie piecowe. - Bezpieczeństwo i czystość:
Ogrzewanie indukcyjne wyeliminowało otwarty płomień, zmniejszając zagrożenia w miejscu pracy i zapewniając czystsze środowisko procesu.
Analiza danych i statystyka:
| Parametr | Wartość | Uwagi |
|---|---|---|
| Moc | 7kW | Zoptymalizowany pod kątem zrównoważenia dystrybucji ciepła. |
| Częstotliwość | 400 kHz | Optymalny do stali nierdzewnej i wypełniaczy. |
| Konstrukcja cewki | Cewka spiralna z podwójnym obrotem | Zapewnia równomierne nagrzewanie wokół złącza. |
| Czas lutowania | 10 sekund | Wystarczająca do topienia i napełniania. |
| Materiał wypełniający | Stop srebra BAg-7 | Wysoka wytrzymałość i doskonały przepływ kapilarny. |
| Osiągnięta temperatura | 650°C | Idealny do topienia materiałów wypełniających. |
To obudowa do lutowania indukcyjnego wykazały skuteczność i precyzję metody w tworzeniu wysokiej jakości połączeń w wymagających zastosowaniach ze stali nierdzewnej. Szczegółowa analiza i optymalizacja wszystkich parametrów procesu zapewniła sukces operacji lutowania przy jednoczesnej maksymalizacji wydajności i produktywności.