proceso de soldadura por inducción de piezas de acero y latón
Descripción
Industria: Fabricación de soldadura por inducción
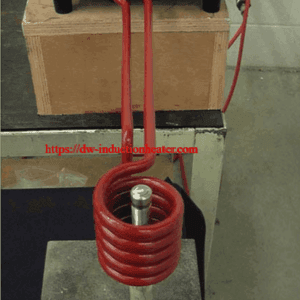
Equipamiento: DW-UHF-6KW calentador portátil de soldadura por inducción
Materiales para la prueba 1: Tapa de latón
Materiales para la prueba 2: Acero hueco
Poder: 6 kW
Temperatura: 800 oF (426°C)
La hora: 3-4 segundos.
Las piezas se utilizan en sistemas de control de nivel de líquidos.
Etapas del proceso para la prueba 1:
En primer lugar, se coloca soldadura preformada bajo el labio de la pieza. A continuación, se añadió la tapa. La fuente de alimentación - se fijó en 3 segundos. El proceso de soldadura en completado.
Pasos del proceso para la prueba 2:
De nuevo, la soldadura preformada se coloca alrededor del labio superior de la pieza. El cable a soldar se añade a la pieza de trabajo. El temporizador de la fuente de alimentación se ajusta a 4 segundos. El proceso de soldadura por inducción se completa dentro del tiempo establecido. Se limpia el exceso de soldadura.