
Zielsetzung
Hochfrequenz-Induktionslöten von Messingrohren an Messingteilen und einer Messingspitze in weniger als einer Minute mittels Induktion.

Ausrüstung
DW-UHF-6KW-III Handgeführte Induktionslötmaschine

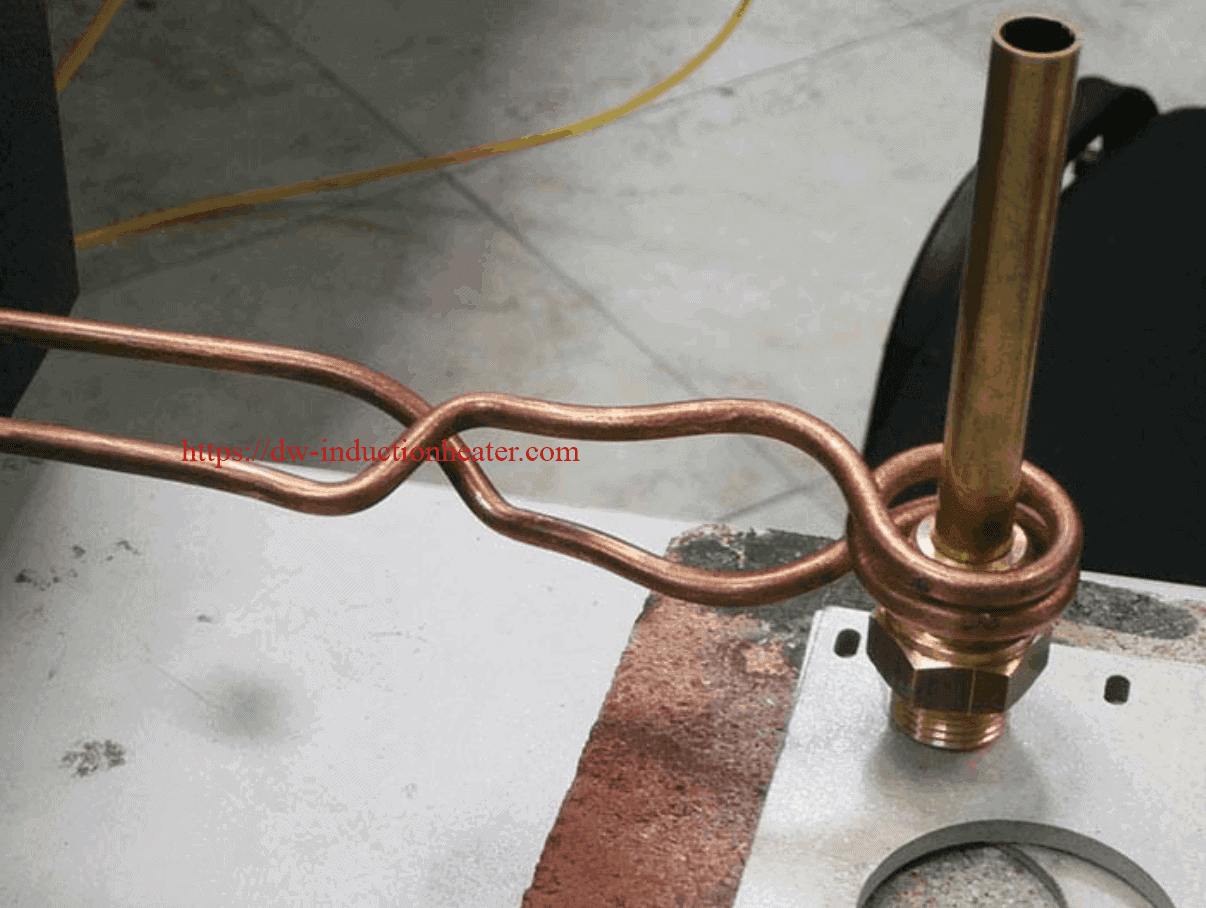
2 Windungen Spule
Materialien
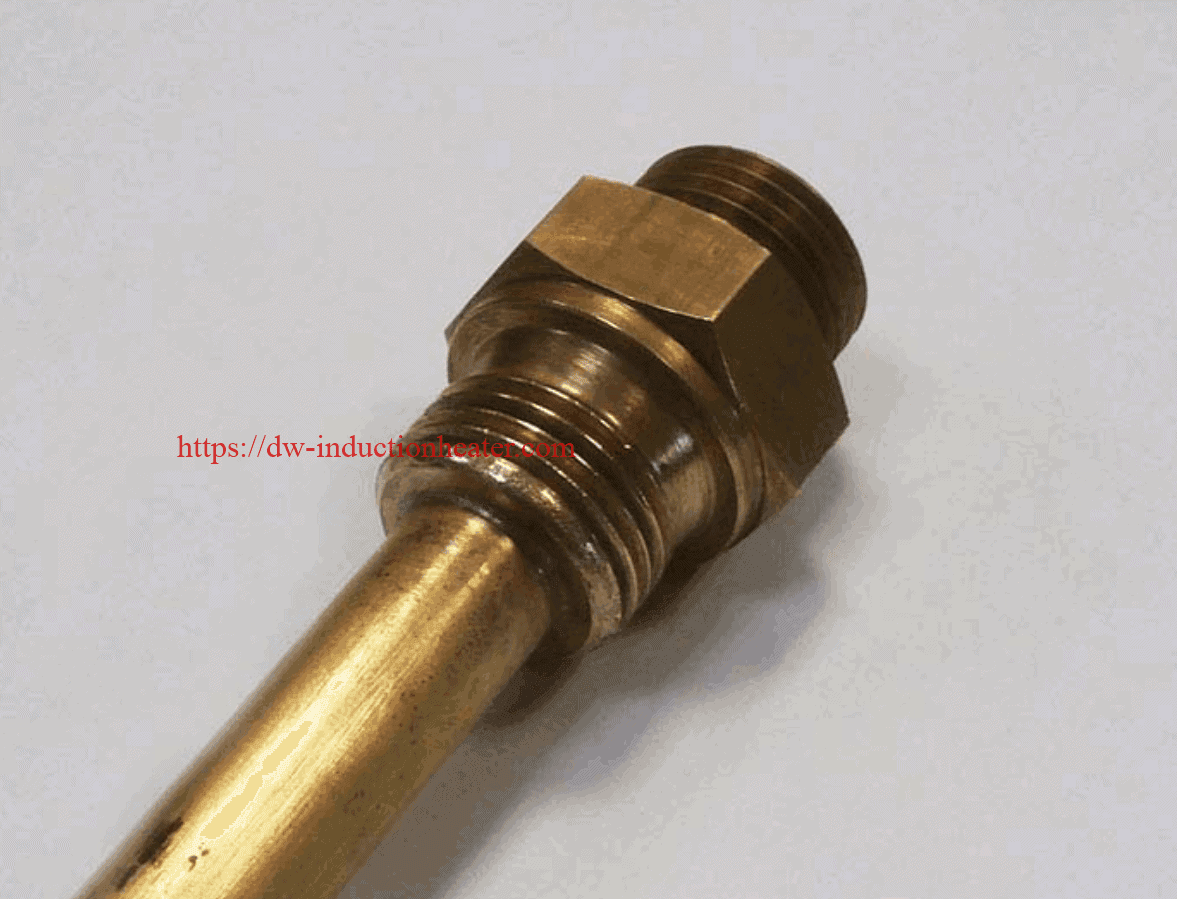
- Breites Messingteil
- Messingrohr
- Hartlötmittel auf Silberbasis, vom Kunden bereitgestellt
Test 1 - Rohr zum breiten Teil:
Wichtige Parameter
Leistung: 4,4 kW
Temperatur: Ungefähr 1400° F (760° C)
Zeit: 38 sec

Test 2 - Rohr zur Spitze:
Wichtige Parameter
Leistung: 4,4 kW
Temperatur: Ungefähr 1400° F (760° C)
Zeit: 17 sec
Prozess:
Prüfung 1
- Der breite Teil und das Messingrohr werden zusammengefügt und ein Hartlötring wird dazwischen gelegt.
- Die Baugruppe wird in die Induktionsspule gelegt und die Induktionswärme wird angewendet.
- Die Verbindung ist in 38 Sekunden hergestellt.

Prüfung 2
- Die Spitze und das Rohr werden zusammengebaut und ein Hartlötring wird dazwischen gelegt.
- Die Baugruppe wird in die Spule gelegt und mit Induktionswärme erwärmt.
- Die Verbindung ist in 17 Sekunden hergestellt.
Ergebnisse/Nutzen:
Induktionserwärmung bietet:
- Starke, dauerhafte Verbindungen
- Selektive und präzise Wärmezone, was zu geringerem Verzug der Teile und geringerer Belastung der Verbindung führt als beim Schweißen
- Weniger Oxidation
- Schnellere Heizzyklen
- Gleichmäßigere Ergebnisse und Eignung für die Produktion großer Mengen, ohne dass eine Stapelverarbeitung erforderlich ist
- Sichereres Verfahren als Flammlöten

