Anwendungen von Induktions-PWHT-Maschinen im Bereich der Öl- und Gaspipelines
Beschreibung
Was ist eine Induktions-PWHT-Maschine?
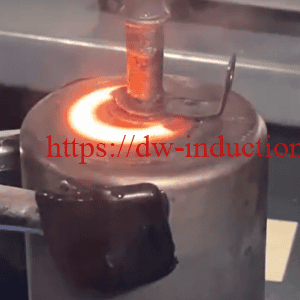
Eine Induktions-PWHT-Maschine ist ein spezielles System, das für die Wärmebehandlung von Metallstrukturen und Schweißverbindungen mittels elektromagnetischer Induktion nach dem Schweißen entwickelt wurde. Nach dem Schweißen profitieren bestimmte Metalle (insbesondere legierte Stähle, Kohlenstoffstähle oder rissgefährdete Metalle) von einer kontrollierten Erwärmung und Abkühlung. Dadurch werden Eigenspannungen abgebaut, Verformungen verhindert und die Mikrostrukturen verfeinert, um die gesetzlichen Anforderungen zu erfüllen und die langfristige Leistungsfähigkeit zu verbessern.
Wie es funktioniert
- Induktionsspule/Blankett: Eine Spule oder eine flexible Induktionsdecke wird um oder in der Nähe des Schweißbereichs platziert.
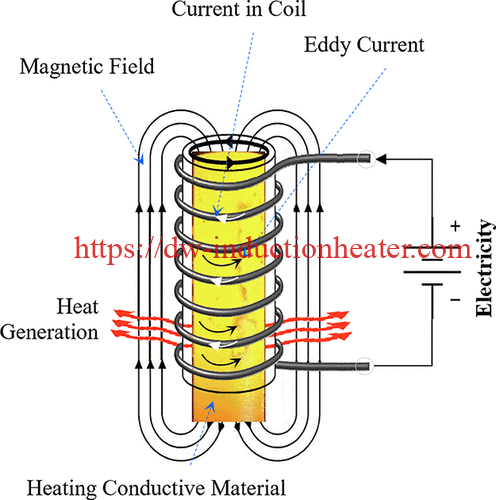
- Erzeugung elektromagnetischer Felder: Das Netzteil der Maschine wandelt den Netzstrom in eine bestimmte Frequenz um (oft im Bereich von 2 kHz bis 25 kHz).
- Wirbelströme und Wärmeerzeugung: Das elektromagnetische Feld induziert Wirbelströme im Metall, wodurch es sich von innen heraus erwärmt.
- Temperaturkontrolle: In der Nähe der Schweißstelle angebrachte Thermoelemente liefern Rückmeldungen an das Steuersystem (PLC). Dieses regelt die Leistungsabgabe, um ein präzises Temperaturprofil gemäß den PWHT-Verfahren zu erreichen.
Warum Induktion für die PWHT verwenden?
- Schnelles, genaues Erhitzen: Die Induktion bietet schnellere Erwärmungsraten und eine genau kontrollierte Temperatur, wodurch Qualitätsprobleme wie Rissbildung oder unvollständiger Spannungsabbau minimiert werden.
- Energie-Effizienz: Induktionssysteme sind oft effizienter als herkömmliche Widerstandsheizungen oder Öfen. Die Energie wird direkt auf den Bereich konzentriert, der Wärme benötigt.
- Übertragbarkeit und Flexibilität: Im Vergleich zu großen Öfen ermöglichen Induktions-PWHT-Anlagen (mit flexiblen Spulen/Mänteln) eine Behandlung vor Ort oder an Ort und Stelle. Dies ist besonders nützlich für große Bauteile oder feste Installationen (z. B. Rohrleitungen in Raffinerien).
- Automatisierung und Überwachung: Die meisten induktiven PWHT-Maschinen verfügen über integrierte Datenprotokollierungs-, Rezepturverwaltungs- und Alarmsysteme, die die Einhaltung von Vorschriften (z. B. ASME, AWS) vereinfachen und die Rückverfolgbarkeit des Prozesses gewährleisten.
Typische Merkmale einer Induktions-PWHT-Maschine
- Leistungsbereich: Die Maschinen reichen von kleinen 30-kW-Einheiten bis hin zu großen 300+ kW-Systemen, je nach Dicke, Materialart und Größe der Teile.
- Frequenzbereich: Normalerweise zwischen 2 kHz und 25 kHz, optimiert für die benötigte Wärmedurchdringungstiefe.
- Mehrere Heizkanäle (Zonen): Ermöglicht die gleichzeitige Behandlung mehrerer Verbindungen oder komplexer Schweißgeometrien.
- Erweiterte Kontrolle: Touchscreen HMI (Human-Machine Interface), PLC-basierte Steuerung, Multi-Thermoelement-Eingänge und Datenprotokollierungsoptionen.
- Methode der Kühlung: Je nach Nennleistung können Induktionsnetzteile luft- oder wassergekühlt sein.
Anwendungen von Induktions-PWHT-Maschinen im Pipeline-Bereich
 Wärmebehandlung nach dem Schweißen (PWHT) ist ein wichtiger Prozess in der Rohrleitungsindustrie, insbesondere bei Hochdruck- und Hochtemperaturanwendungen. Durch den Einsatz der induktiven Erwärmungstechnologie zur Durchführung der PWHT können Rohrleitungsbauer und -betreiber eine präzise, gleichmäßige Temperaturkontrolle erreichen und gleichzeitig die Gesamtbehandlungszeiten reduzieren. Im Folgenden werden die wichtigsten Anwendungen und Vorteile der induktionsgestützten PWHT im Pipelinebereich beschrieben:
Wärmebehandlung nach dem Schweißen (PWHT) ist ein wichtiger Prozess in der Rohrleitungsindustrie, insbesondere bei Hochdruck- und Hochtemperaturanwendungen. Durch den Einsatz der induktiven Erwärmungstechnologie zur Durchführung der PWHT können Rohrleitungsbauer und -betreiber eine präzise, gleichmäßige Temperaturkontrolle erreichen und gleichzeitig die Gesamtbehandlungszeiten reduzieren. Im Folgenden werden die wichtigsten Anwendungen und Vorteile der induktionsgestützten PWHT im Pipelinebereich beschrieben:
1. Bau von neuen Pipelines
- Lange Nahtschweißnähte
- Pipelines mit großem Durchmesser erfordern oft mehrere Durchgänge und komplexe Schweißverbindungen. Mit der induktiven PWHT kann eine gleichmäßige Wärmebehandlung entlang der gesamten Naht durchgeführt werden, was die Schweißnahtqualität verbessert und das Risiko von Rissen verringert.
- Verbindungsschweißnähte
- Bei Installations- oder Erweiterungsprojekten verbinden Verbindungsschweißnähte verschiedene Rohrleitungssegmente. Eine konsequente Wärmebehandlung dieser Schweißnähte mittels Induktion reduziert die Eigenspannung und trägt zur langfristigen Integrität bei, insbesondere bei Pipelines, die für den Hochdruckbetrieb vorgesehen sind.
- Feldverbindungen in abgelegenen Gebieten
- Induktions-PWHT-Anlagen sind tragbar und können zu abgelegenen Pipeline-Baustellen oder in unwegsames Gelände transportiert werden. Die effiziente Einrichtung und die schnelleren Aufheiz-/Abkühlzyklen sind besonders vorteilhaft, wenn unter schwierigen Bedingungen mit begrenzten Ressourcen gearbeitet wird.
2. Reparaturen und Wartung von Rohrleitungen
- Rissreparatur
- Pipelines können aufgrund von Ermüdung, Korrosion oder mechanischer Beschädigung Risse entwickeln. Die induktive PWHT hilft, Eigenspannungen in der reparierten Schweißzone abzubauen, wodurch das Risiko einer weiteren Rissausbreitung verringert und die Lebensdauer der Pipeline verlängert wird.
- Anzapfen und Abzweigungen
- Wenn Änderungen an der Pipeline erforderlich sind (z. B. Hinzufügen von Abzweigungen oder neuen Verbindungen), können die Schweißnähte einer induktiven PWHT unterzogen werden, um die Duktilität, Zähigkeit und allgemeine Zuverlässigkeit zu verbessern.
- Abschnitt Ersetzung
- Wenn ein Rohrleitungsabschnitt ausgebaut und ersetzt wird, werden die neuen Schweißnähte häufig mit induktiver PWHT behandelt, um ähnliche metallurgische Eigenschaften und eine ähnliche Spannungsverteilung wie bei den ursprünglichen Rohrleitungsabschnitten sicherzustellen.

- Wenn ein Rohrleitungsabschnitt ausgebaut und ersetzt wird, werden die neuen Schweißnähte häufig mit induktiver PWHT behandelt, um ähnliche metallurgische Eigenschaften und eine ähnliche Spannungsverteilung wie bei den ursprünglichen Rohrleitungsabschnitten sicherzustellen.

3. Einhaltung von Industrienormen und Kodizes
- ASME- und API-Normen
- Viele Druckrohrleitungsvorschriften (z. B. ASME B31.3, ASME B31.4, ASME B31.8 und API-Normen) schreiben die Druckwasserhärtung für bestimmte Werkstoffe, Dicken und Einsatzszenarien vor. Induktions-PWHT-Maschinen bieten eine präzise Temperaturregelung und eine computergestützte Dokumentation, die den Betreibern hilft, diese gesetzlichen Anforderungen zu erfüllen.
- Reduktion der Härte
- Durch die gleichmäßige Verteilung der Wärme über den Schweißbereich tragen Induktionssysteme dazu bei, die Härte in der Wärmeeinflusszone (WEZ) zu reduzieren - eine Anforderung einiger normativer Verfahren, um das Risiko von wasserstoffinduzierten Rissen zu minimieren.
- Materialspezifische Anforderungen
- Bestimmte legierte Stähle - wie Chrom-Molybdän-Stähle (Cr-Mo) oder andere hochfeste, niedrig legierte Stähle (HSLA) - können strenge Wärmeprofile erfordern. Das induktive PWHT ermöglicht kundenspezifische Temperaturanstiege, Haltezeiten und kontrollierte Abkühlung, um die gewünschte Mikrostruktur zu erreichen.
4. Vorteile von Induktions-PWHT in Rohrleitungen Anwendungen
- Schnellere Heizzyklen
- Die Induktionserwärmung bringt die Wärme direkt und effizient in die Schweißzone und verkürzt die Aufheizzeit im Vergleich zu herkömmlichen Methoden (wie Widerstandsspulen oder Gasöfen) erheblich.
- Präzise, gleichmäßige Wärmeverteilung
- Automatisierte Kontrollsysteme ermöglichen eine präzise Temperaturregelung und eine gleichmäßige Abdeckung des gesamten Rohrumfangs. Diese Homogenität ist entscheidend für die Erfüllung der mechanischen und metallurgischen Anforderungen.
- Mobilität und einfaches Einrichten
- Moderne Induktions-PWHT-Maschinen sind so konzipiert, dass sie leicht und tragbar sind, was sie ideal für den Einsatz vor Ort macht, wo große Öfen oder feste Einrichtungen unpraktisch sind.
- Energie-Effizienz
- Da die Induktionserwärmung die Energie auf die Schweißzone konzentriert, anstatt große umliegende Bereiche zu erwärmen, wird der Gesamtstromverbrauch reduziert, was zu Kosteneffizienz führt - besonders wichtig für große Pipelineprojekte.
- Verbesserte Sicherheit
- Induktionserwärmungssysteme machen offene Flammen oder Hochtemperatur-Brennstoffumgebungen überflüssig, was die Brandgefahr verringert und die Sicherheit vor Ort erhöht.

- Induktionserwärmungssysteme machen offene Flammen oder Hochtemperatur-Brennstoffumgebungen überflüssig, was die Brandgefahr verringert und die Sicherheit vor Ort erhöht.

5. Übliche Pipeline-PWHT-Verfahren mit Induktion
- Vorheizen
- Vor dem Schweißen kann die Induktionstechnik auch zum Vorwärmen der Rohre oder Formstücke eingesetzt werden, insbesondere bei dickwandigen oder hochfesten Werkstoffen. Dies hilft, ein schnelles Abkühlen und spätere Risse im Schweißbereich zu verhindern.
- Kontrolliertes Hochfahren und Einweichen
- Induktionsanlagen ermöglichen individuelle Erwärmungsraten, die eine allmähliche Erwärmung der Schweißnaht gewährleisten. Sobald die Zieltemperatur (oft im Bereich von 600-700°C, je nach Material) erreicht ist, wird sie für eine vorgeschriebene Dauer gehalten (Durchwärmungsphase), um innere Spannungen abzubauen.
- Kontrollierte Abkühlung
- Eine allmähliche Abkühlungsphase ist entscheidend, um die Bildung spröder Mikrostrukturen zu vermeiden. Bei Induktionssystemen können die Bediener die Abkühlgeschwindigkeit programmieren, um den spezifischen Materialanforderungen gerecht zu werden.
Anwendungsfälle und Vorteile
- Druckgefäße und Rohrleitungen: Gewährleistet die Integrität von Schweißnähten in den Bereichen Öl und Gas, Energieerzeugung und Petrochemie.
- Schwere Fabrikation: Reduziert Eigenspannungen in großen Strukturen wie Schiffssektionen, schweren Maschinenteilen und Stahlbaugruppen.
- Reparaturen und Wartung: Ideal für Reparaturen von Schweißnähten vor Ort (z. B. Turbinen, Kesselrohre und komplexe Rohrleitungen) ohne Demontage großer Baugruppen.
- Einhaltung der Vorschriften: Viele Normen (ASME, AWS, EN) verlangen für bestimmte Werkstoffe und Dicken eine Wärmebehandlung nach dem Schweißen, um die mechanische Integrität zu gewährleisten.
Nachstehend finden Sie eine Tabelle mit technischen Parametern für induktive PWHT-Maschinen (Post Weld Heat Treatment) mit einer Leistung von 60 kW, 80 kW, 120 kW, 160 kW, 200 kW, 240 kW und 300 kW. Die tatsächlichen Spezifikationen können je nach Hersteller variieren, daher sind diese Zahlen als typische Referenzwerte zu betrachten.
Technische Parameter der induktiven PWHT-Maschinen (60 kW bis 300 kW)
| Parameter | 60 kW | 80 kW | 120 kW | 160 kW | 200 kW | 240 kW | 300 kW |
|---|---|---|---|---|---|---|---|
| Nennleistung | 60 kW | 80 kW | 120 kW | 160 kW | 200 kW | 240 kW | 300 kW |
| Eingangsspannung (3-Phasen) | 380-415 V<br>(50/60 Hz) | 380-415 V<br>(50/60 Hz) | 380-415 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) |
| Ausgangsfrequenzbereich | 5-25 kHz | 5-25 kHz | 5-25 kHz | 5-25 kHz | 2-25 kHz | 2-25 kHz | 2-25 kHz |
| Nennstrom (Ca.) | ~90-100 A | ~120-130 A | ~180-200 A | ~240-260 A | ~300-320 A | ~350-380 A | ~450-480 A |
| Heizkanäle (Zonen) | 1-2 | 2-4 | 2-4 | 4-6 | 4-6 | 4-6 | 6-8 |
| Temperaturbereich | Bis zu ~850 °C | Bis zu ~850 °C | Bis zu ~850 °C | Bis zu ~900 °C | Bis zu ~900 °C | Bis zu ~900 °C | Bis zu ~900 °C |
| Genauigkeit der Temperaturregelung | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C |
| Methode der Kühlung | Luft- oder wassergekühltes Leistungsmodul | Luft- oder wassergekühltes Leistungsmodul | Wassergekühltes Leistungsmodul | Wassergekühltes Leistungsmodul | Wassergekühltes Leistungsmodul | Wassergekühltes Leistungsmodul | Wassergekühltes Leistungsmodul |
| Einschaltdauer (bei maximaler Leistung) | ~80-100% (Kontinuierlich) | ~80-100% (Kontinuierlich) | ~80-100% (Kontinuierlich) | ~80-100% (Kontinuierlich) | ~80-100% (Kontinuierlich) | ~80-100% (Kontinuierlich) | ~80-100% (Kontinuierlich) |
| Kontrollsystem | PLC/HMI Touchscreen, Datenaufzeichnung | PLC/HMI Touchscreen, Datenaufzeichnung | PLC/HMI Touchscreen, Datenaufzeichnung | PLC/HMI Touchscreen, Datenaufzeichnung | PLC/HMI Touchscreen, Datenaufzeichnung | PLC/HMI Touchscreen, Datenaufzeichnung | PLC/HMI Touchscreen, Datenaufzeichnung |
| Abmessungen (L×B×H, ca.) | 0.8×0.7×1.4 m | 1.0×0.8×1.5 m | 1.1×0.9×1.6 m | 1.2×1.0×1.7 m | 1.3×1.1×1.8 m | 1.4×1.2×1.8 m | 1.6×1.4×2.0 m |
| Gewicht (Ca.) | ~250 kg | ~300 kg | ~400 kg | ~500 kg | ~600 kg | ~700 kg | ~900 kg |
 Anmerkungen:
Anmerkungen:
- Eingangsspannung: Je höher die Nennleistung, desto größer kann der zulässige Eingangsspannungsbereich sein (einige Modelle können mit bis zu 480 V oder 690 V betrieben werden).
- Ausgangsfrequenz: Niedrigere Frequenzen dringen tiefer in das Material ein, was bei dickwandigen Bauteilen oft von Vorteil ist. Die einstellbare Frequenz trägt zur Optimierung der Wärmeverteilung bei.
- Heizkanäle (Zonen): Mehrere unabhängige Kanäle ermöglichen die gleichzeitige PWHT an mehreren Verbindungen oder komplexeren Geometrien.
- Methode der Kühlung: Kleinere Geräte werden manchmal mit Luft gekühlt, leistungsstärkere Geräte verwenden meist einen Kühlkreislauf auf Wasser- oder Glykolbasis.
- Einschaltdauer: Gibt die Fähigkeit der Maschine an, kontinuierlich mit voller Leistung zu arbeiten. Die meisten induktiven PWHT-Geräte bieten einen nahezu kontinuierlichen Betrieb (80-100%), wenn sie ausreichend gekühlt werden.
- Abmessungen und Gewicht: Diese variieren stark je nach Gehäusetyp (offener Rahmen, Schrank), Kühlungskonfiguration und optionalen Extras (wie Kabelstauraum oder integrierte Spulensysteme).
Zusätzliche Überlegungen für Induktions-PWHT-Anlagen
- Spulen-/Induktortyp: Je nach Anwendung können flexible Matten, Kabel oder starre Spulen verwendet werden.
- Datenerfassung und Berichterstattung: Viele Systeme verfügen über eingebaute Datenschreiber für eine präzise Rückverfolgbarkeit von Temperatur und Zeit, die für die Einhaltung von Vorschriften (z. B. ASME, AWS) entscheidend ist.
- Thermoelement-Eingänge: Unterstützt in der Regel mehrere Thermoelemente zur genauen Überwachung verschiedener Schweißzonen.
- Sicherheit & Alarme: Übertemperatur, niedriger Kühlmitteldurchfluss und Erdschlusserkennung gehören zu den Standard-Sicherheitsfunktionen.
Für genaue Details empfiehlt es sich, den Hersteller oder Lieferanten zu konsultieren, der die Parameter (wie Spulendesign, Steuerungssoftware oder erweiterte Funktionen) auf Ihre spezifischen Schweißverfahren und Materialanforderungen abstimmen kann.
Schlussfolgerung
Induktive Wärmebehandlung nach dem Schweißen (PWHT) hat sich zu einer Schlüsseltechnologie im Pipelinebereich entwickelt. Ihre präzise, effiziente und hochflexible Natur stellt sicher, dass die Schweißnähte die gesetzlichen Anforderungen erfüllen, die langfristige strukturelle Integrität erhalten bleibt und das Risiko von Ausfällen reduziert wird. Ob beim Bau neuer Pipelines, bei Reparaturarbeiten oder bei der vorbeugenden Wartung - induktive PWHT-Maschinen bieten eine leistungsstarke Lösung für die Herausforderungen beim Schweißen von Pipelines und tragen dazu bei, den sicheren und zuverlässigen Transport kritischer Ressourcen für die nächsten Jahre zu gewährleisten.