
Hochfrequenz-Induktionslöten von Aluminiumrohr-T-Verbindungen
Zielsetzung
Induktionslöten mehrerer in Reihe geschalteter Aluminium-T-Rohrverbindungen für jeweils weniger als 10 Sekunden und Löten eines Aluminiumfittings in ein Aluminiumrohr 1,25″ (32 mm).
Bei der Anwendung geht es um das Hartlöten einer Aluminiumrohrbaugruppe, die aus zwei parallelen Rohren mit einem Außendurchmesser von 1,25″ (32mm), einer Wandstärke von 0,08″ (2mm) und einer Länge zwischen 31,4″ (0,8m) und 86,6″ (2,2m) besteht. Diese Rohre sind leiterförmig mit kleineren Rohren mit einem Außendurchmesser von 0,7″ (18mm), einer Wandstärke von 0,05″ (1,5mm) und einer Länge verbunden. Die kleinen Rohre haben einen Abstand von 1,57″ (40mm) zwischen den einzelnen kleineren Rohren.
Bei der Anwendung sind zwei Arten von Verbindungen herzustellen:
Verbindung 1: T-förmige Verbindung zwischen dem größeren Rohr und den kleineren Rohren.
Verbindung 2: Verbindung zum Hartlöten beider Enden der größeren Rohre mit einem Aluminiumfitting.
Die Anforderungen sind, dass die Spule statisch sein muss und die gesamte mechanische Baugruppe eine schrittweise Bewegung hat, um die T-förmigen Verbindungen herzustellen. Die passenden Verbindungen werden anschließend hergestellt.
Während des Prozesses liegen die größeren Rohre horizontal, während die kleineren vertikal liegen.
Nach unseren ersten Informationen ist der Zugang zum Löten nur von der Seite möglich.
Empfohlene Ausrüstung
Verbindung 1: Die empfohlene Induktionslötanlage für Verbindung 1 ist die DW-HF-4 5KW Induktionserwärmungsmaschine. Eine Kanalspule ist
5KW Induktionserwärmungsmaschine. Eine Kanalspule ist
 Es wird empfohlen, 2 oder 3 Fugen gleichzeitig zu erwärmen und die Temperatur zu kontrollieren, um die richtige Temperatur für die Fertigstellung der Fugen beizubehalten.
Es wird empfohlen, 2 oder 3 Fugen gleichzeitig zu erwärmen und die Temperatur zu kontrollieren, um die richtige Temperatur für die Fertigstellung der Fugen beizubehalten.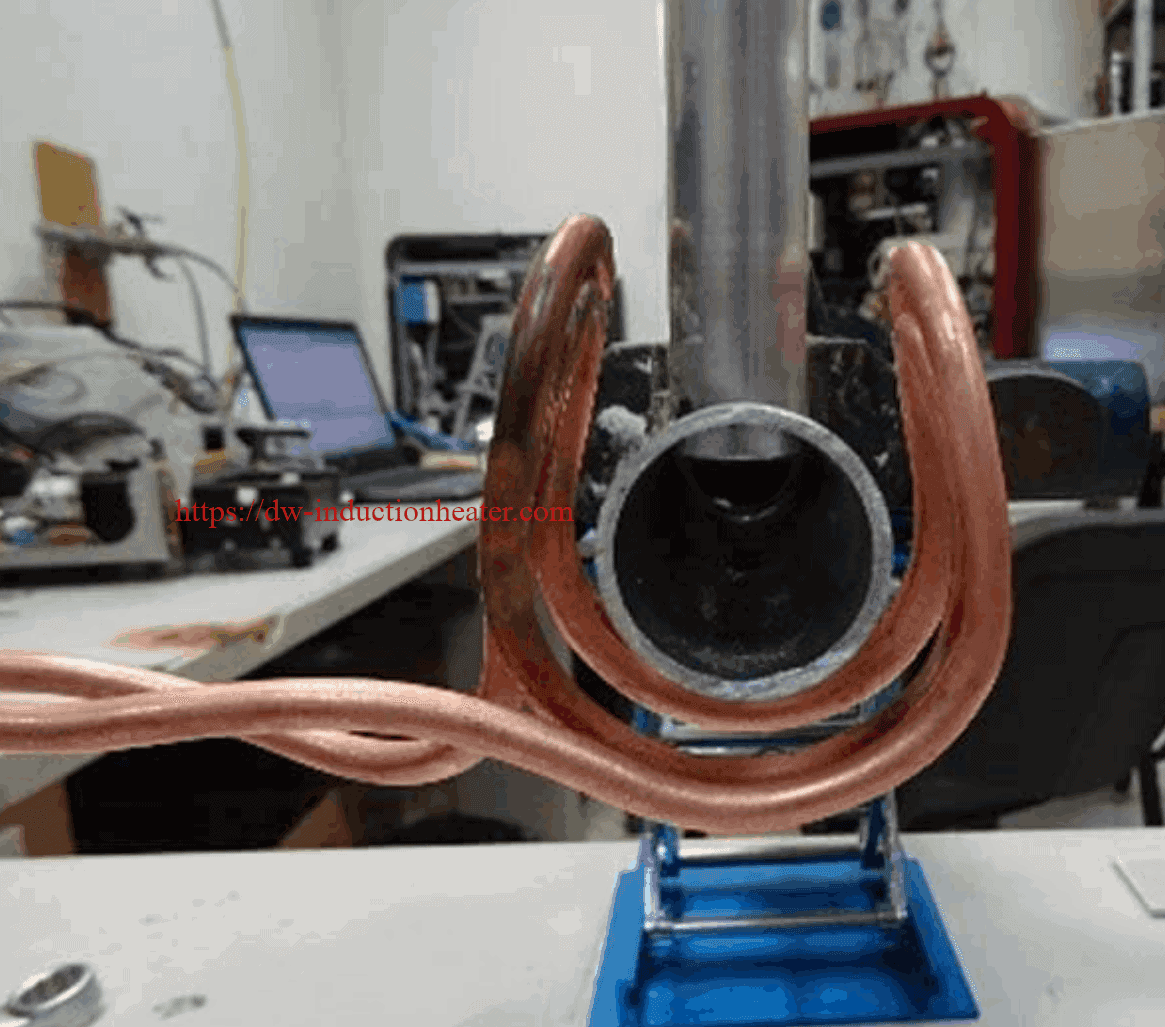

Fuge 2: Die empfohlene Ausrüstung für Fuge 2 ist die DW-HF-15kw Induktionserwärmungsmaschine.
Materialien
Al-Rohre Ø 1,25″ (32mm) und Ø 0,7″(18mm)

 m
m