














Forno de forjamento a quente de lingotes de metal
Descrição
Forno de forjamento a quente de lingotes de metais com indução para o aquecimento de lingotes de aço de cobre/alumínio/ferro antes da conformação a quente
Aquecimento por indução é amplamente utilizado na indústria de forjamento a quente de biletes de metais para aquecer biletes a serem forjados a quente. Na indústria siderúrgica, os aços para forjamento a quente são aquecidos a temperaturas de cerca de 1000 oC-1250 oC, de acordo com o teor de carbono e os elementos de liga. O processo de forjamento a quente requer o aquecimento a alta temperatura do lingote de forma uniforme ao longo da secção transversal e do lado transversal do lingote. Geralmente, a temperatura inicial do tarugo está na temperatura ambiente e é necessário aquecer acima da temperatura de recristalização para o processo de forjamento a quente. Existem várias formas de aquecer o metal no forjamento a quente, incluindo o aquecimento por indução, o forno a gás, o forno a óleo, o aquecedor de infravermelhos e o aquecedor de resistência eléctrica. O aquecimento por indução tem várias vantagens sobre os outros métodos de aquecimento no forjamento a quente. Em primeiro lugar, os sistemas de aquecimento por indução criam uma elevada intensidade de calor muito rapidamente numa parte definida do metal. Além disso, os sistemas de aquecimento por indução são sistemas de arranque rápido, uma vez que estes sistemas não necessitam de tempo de pré-aquecimento como no aquecimento em forno. Além disso, o tempo de aquecimento é incompatível com os outros métodos. Em comparação com o aquecimento em fornos a gás e a óleo, é mais fácil controlar e repetir a mesma condição de aquecimento durante diferentes períodos de tempo. A automatização pode ser aplicada aos sistemas de aquecimento por indução. Exigirá um espaço mínimo no chão de fábrica. Aquecimento por indução é também mais eficiente em termos energéticos e mais amigo do ambiente. Não haverá qualquer emissão de combustão nociva para o ambiente, como acontece com o aquecimento em fornos a gás e a óleo. Além disso, os fornos a gás resultam numa má qualidade da superfície devido à formação de incrustações. O aquecimento por indução permite uma redução significativa da formação de incrustações e da descarbonetação do lingote aquecido.
Descrição do produto
Para aquecer vários materiais em barra: como aço e ferro, bronze, latão, liga de alumínio, etc.
Imagem apenas para referência, a cor pode ser alterada consoante a potência.
Funções e especificações especiais personalizadas de acordo com as necessidades do cliente.
Caraterísticas e vantagens:
1.Automatic:Alimentação automática, seleção automática da peça de trabalho é boa ou má, medição automática da temperatura, descarga automática.
2. Design integrado: Poupa tempo, custos e espaço de instalação.
3. O painel de operação incorporado apresenta os estados de funcionamento da máquina, para facilitar o diagnóstico de avarias.
| Caraterísticas | Detalhes | |
| 1 | Aquecimento rápido e estável | poupança de energia eléctrica 20%- 30% em relação à forma tradicional; Alta eficiência e baixo consumo de energia |
| 2 | Pequenas dimensões | Fácil de instalar, operar e reparar |
| 3 | Seguro e fiável | Sem alta tensão, muito seguro para os seus trabalhadores. |
| 4 | Um sistema de circulação de refrigeração | Capaz de funcionar continuamente 24 horas |
| 5 | auto-proteção total função | muitos tipos de lâmpadas de alarme: sobrecorrente, sobretensão, sobreaquecimento, falta de água, etc. Estas lâmpadas podem controlar e proteger a máquina. |
| 6 | Proteção do ambiente | Quase sem camada de óxido, não produzia gases de escape, nem águas residuais |
| 7 | Tipo de IGBT | Evitar a interrupção da rede eléctrica não relacionada; Assegurar uma longa vida útil da máquina. |
Parâmetro do forno de forjamento a quente de biletes metálicos:
| DW-MF-200 | DW-MF-250 | DW-MF-300 | DW-MF-400 | DW-MF-500 | DW-MF-600 | ||
| Tensão de entrada | 3 fases, 380V/410V/440V , 50/60Hz | ||||||
| Corrente de entrada máxima | 320A | 400A | 480A | 640A | 800A | 960A | |
| Frequência de oscilação | 0,5KHz^20KHz (a frequência de oscilação será personalizada de acordo com o tamanho das peças de aquecimento) | ||||||
| Ciclo de trabalho Carga | 100%,24h de trabalho contínuo | ||||||
| Desejos de água de arrefecimento | 0.1MPa<Pressão da água<0.3MPa, Dureza da água<50 | ||||||
| Dimensão | Anfitrião | 1000X800X1500mm | 1500X800X2800mm | 850X1700X1900mm | |||
| Extensão | A extensão será personalizada de acordo com o material e o tamanho das peças de aquecimento | ||||||
| Peso | 110 kg | 150 kg | 160 kg | 170 kg | 200 kg | 220 kg | |
| Depende da dimensão da extensão | |||||||
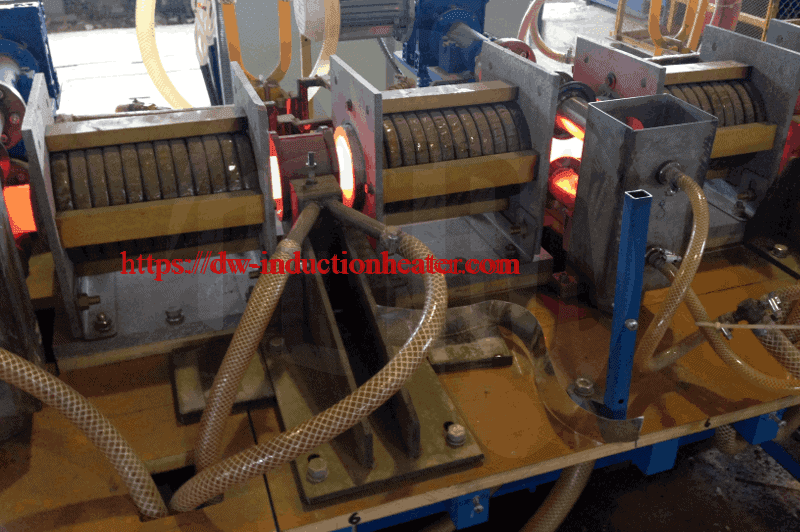
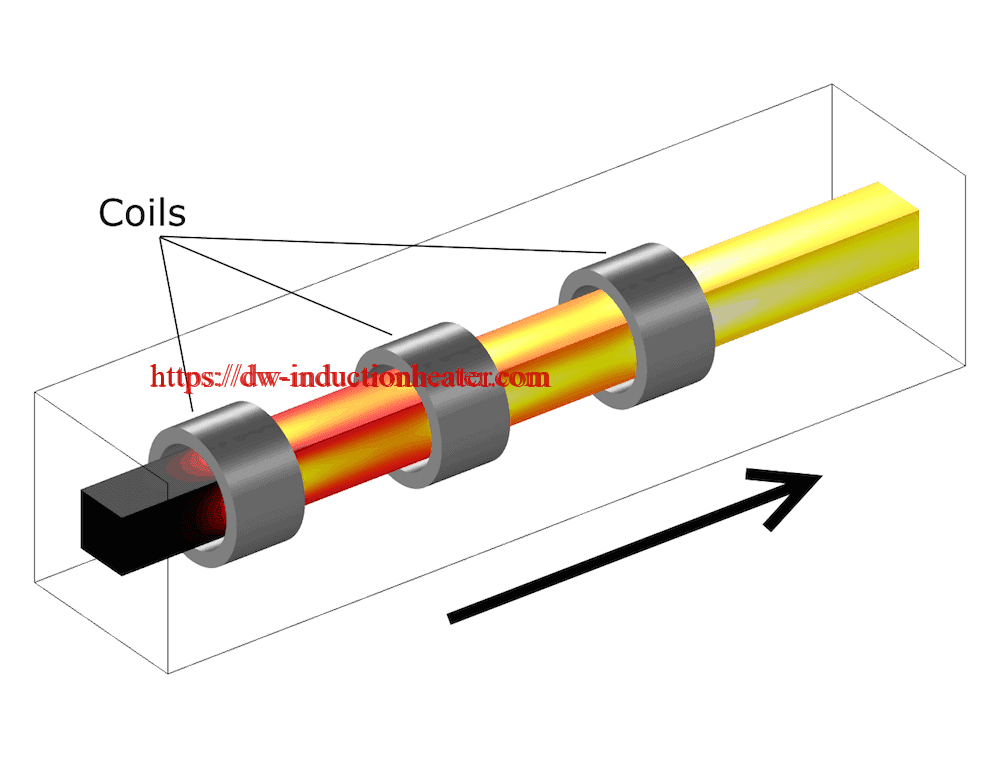
No forno de forjamento a quente de biletes de metais por indução, a totalidade dos biletes ou das peças é aquecida. Normalmente, no caso de biletes curtos, é utilizada uma tremonha ou um recipiente para apresentar automaticamente os biletes em linha aos rolos de aperto, aos tractores acionados por corrente ou, em alguns casos, aos empurradores pneumáticos. Os biletes são então conduzidos através da bobina, um atrás do outro, em carris arrefecidos a água ou são utilizados revestimentos cerâmicos através do furo da bobina que reduzem a fricção e evitam o desgaste. O comprimento da bobina é função do tempo de imersão necessário, do tempo de ciclo por componente e do comprimento do lingote. Em trabalhos de grande volume e secção transversal, não é invulgar ter 4 ou 5 bobinas em série para obter 5 m (16 pés) de bobina ou mais.




Produtos Relacionados
-

Forno de barras de forjamento por indução totalmente automático
-
Fornos de aquecimento de barras por indução para forjamento, laminagem e extrusão de aço Cobre Latão Alumínio Titânio e outros
-
Forno de indução para forjar barras e lingotes
-
aquecedores por indução de biletes para a conformação a quente de aço, cobre e alumínio



