
Brasagem por indução de tubo de aço inoxidável a uma base
Objetivo:
Brasagem por indução foi utilizado para unir um tubo de aço inoxidável (OD: 45mm, ID: 42mm) a uma base metálica compatível. O objetivo era obter uma ligação forte e sem fugas, com uma elevada integridade da junta, adequada a tensões mecânicas e térmicas. O caso também visava otimizar os parâmetros de brasagem, incluindo a potência, a frequência, o design da bobina, a seleção do metal de adição e o tempo de brasagem, mantendo a eficiência de custos e minimizando a distorção térmica.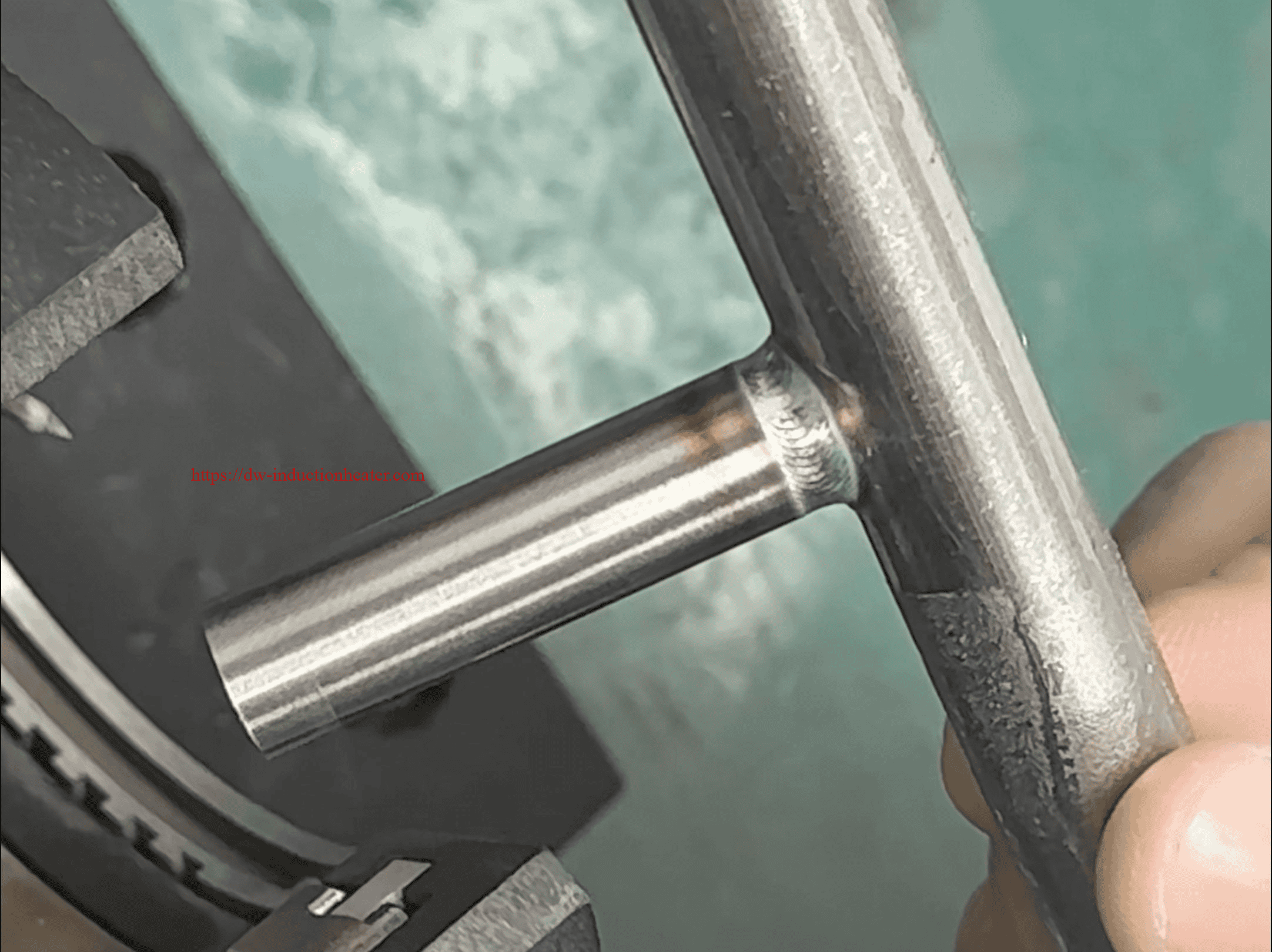
Equipamento:
- Máquina de brasagem por indução
- Modelo: Sistema de brasagem por indução de 10kW
- Gama de frequências: 300-800kHz
- Bobina de indução personalizada
- Concebida especificamente para se adaptar à geometria e aos requisitos de aquecimento do tubo de aço inoxidável e da ligação da base.
- Sistema de arrefecimento
- Sistema de arrefecimento a água para evitar o sobreaquecimento do equipamento de indução e estabilizar a temperatura durante o funcionamento contínuo.
- Dispositivos de fixação e ferramentas de posicionamento
- Gabarito e dispositivos para alinhar o tubo de aço inoxidável e a base com precisão durante a brasagem.
Materiais:
- Tubo de aço inoxidável
- Diâmetro exterior: 45mm
- Diâmetro interior: 42 mm
- Grau do material: AISI 304 (selecionado pela sua resistência à corrosão e resistência mecânica).
- Material de base
- Base de aço macio (aço-carbono), utilizada pela sua adequação económica e compatibilidade com tubos de aço inoxidável para brasagem.
- Metal de enchimento
- Metal de enchimento: BAg-7 (liga à base de prata com um teor aproximado de prata de 56%, que oferece um excelente fluxo capilar e compatibilidade com o aço inoxidável).
- Intervalo de fusão: 630-660°C.
- Fluxo
- Tipo: Fluxo à base de fluoreto; utilizado para remover óxidos e promover a aderência do enchimento à base e ao tubo de aço inoxidável.
Ensaio de brasagem:
- Seleção de potência e frequência
- A potência de 7kW foi determinado experimentalmente como sendo o ideal para aquecer a área da junta sem sobreaquecer outras partes do conjunto.
- O a frequência de funcionamento foi fixada em 400kHz para assegurar um aquecimento eficiente do material de aço inoxidável com a bobina.
- Design da bobina de indução
- Foi utilizada uma bobina helicoidal de dupla volta para concentrar o calor na área da junta, garantindo um aquecimento uniforme do tubo de aço inoxidável e da base em simultâneo.
- O diâmetro da bobina foi concebido de modo a proporcionar uma folga de 3-5 mm em todos os lados do tubo para um acoplamento uniforme da indução.
- Posicionamento da junta de teste
- O tubo de aço inoxidável (45 mm de diâmetro externo) foi alinhado com precisão com a base para garantir um espaço uniforme de 0,1-0,2 mm para a ação capilar do material de enchimento.
- Controlo da temperatura
- Um pirómetro assegurou que a temperatura da junta atingisse e mantivesse aproximadamente 650°C.
- Tempo de brasagem
- Os ensaios identificaram um tempo de brasagem ótimo de 10 segundospermitindo que a junta atinja o limiar de temperatura adequado para a fusão e adesão do metal de adição sem exposição excessiva ao calor.
Passos de brasagem:
- Preparação
- Limpei cuidadosamente a superfície do tubo e da base de aço inoxidável para remover óleo, sujidade e óxidos.
- Aplicar uniformemente o fluxo à base de flúor nas superfícies das juntas.
- Montagem e posicionamento de fixações
- O tubo de aço inoxidável foi colocado na base, com uma junta sobreposta para maximizar a resistência. Os dispositivos de fixação mantiveram o conjunto estável durante o processo.
- Aquecimento por indução
- A máquina de indução aplicou 7kW de potência a 400kHz. O aquecimento exato foi concentrado na junta, onde a bobina envolvia o tubo e a base.
- Aplicação de material de enchimento
- Quando a temperatura se aproximou dos 650°C, a liga de enchimento foi aplicada à junta. A ação capilar atraiu o material de enchimento fundido para a fenda da junta.
- Arrefecimento
- Após a brasagem, o conjunto foi deixado arrefecer naturalmente para evitar choques térmicos.
Resultados/Benefícios:
- Força das articulações
- A junta soldada foi submetida a testes de tração e excedeu os requisitos de carga mecânica por uma margem de 15%, obtendo uma ligação forte e à prova de fugas, adequada para aplicações pressurizadas.
- Integridade térmica
- O processo minimizou a distorção térmica, preservando a precisão dimensional do tubo e da base de aço inoxidável.
- Eficiência
- O processo de brasagem foi concluído em 10 segundos de aquecimentodemonstrando uma elevada produtividade com um consumo mínimo de energia.
- Acabamento elegante
- A junta tinha um acabamento limpo devido ao aquecimento correto, à distribuição do material de enchimento e ao mínimo de resíduos de fluxo. A limpeza pós-brasagem foi mínima.
Aquecimento por indução Fornece:
- Aquecimento preciso e local:
O sistema de indução forneceu calor direta e uniformemente à área da junta sem afetar as secções adjacentes, reduzindo o stress térmico e preservando as propriedades do material. - Controlo de processos:
O controlo preciso da temperatura, potência e frequência assegurou uma qualidade consistente das juntas e permitiu a otimização para diferentes cenários de produção. - Repetibilidade:
O processo de indução assegurou resultados consistentes com uma variação mínima entre juntas, tornando-o altamente fiável para uma utilização industrial em grande escala. - Eficiência energética:
O sistema de indução de 10kW alcançou uma elevada eficiência de aquecimento, reduzindo significativamente o consumo de energia em comparação com métodos de brasagem alternativos, como a brasagem em forno. - Segurança e limpeza:
O aquecimento por indução eliminou as chamas abertas, reduzindo os riscos no local de trabalho e proporcionando um ambiente de processo mais limpo.
Análise de dados e estatística:
| Parâmetro | Valor | Notas |
|---|---|---|
| Potência | 7kW | Optimizado para equilibrar a distribuição do calor. |
| Frequência | 400kHz | Ótimo para aço inoxidável e enchimento. |
| Design da bobina | Bobina helicoidal de dupla volta | Assegura um aquecimento uniforme à volta da junta. |
| Tempo de brasagem | 10 segundos | Suficiente para derreter e encher. |
| Material de enchimento | BAg-7 liga de prata | Alta resistência e excelente fluxo capilar. |
| Temperatura atingida | 650°C | Ideal para fundir material de enchimento. |
Este caixa de brasagem por indução demonstrou a eficácia e a precisão do método na criação de juntas de alta qualidade em aplicações exigentes de aço inoxidável. A análise detalhada e a otimização de todos os parâmetros do processo garantiram o sucesso da operação de brasagem, maximizando a eficiência e a produtividade.