



鍛造用誘導加熱鋼板
説明
鍛造・熱間成形用誘導加熱鋼板
鍛造用金属誘導加熱鋼板 および熱間成形は、優れた誘導加熱アプリケーションです。工業用 高周波鍛造と熱間成形 は、金属ビレットやブルームを、変形に対する抵抗力が弱くなる温度まで加熱した後、曲げたり成形したりする工程である。非鉄材料のブロックも使用できる。 
誘導加熱装置 または従来の炉が初期加熱工程に使用されます。ビレットは、空気圧式または油圧式のプッシャー、ピンチローラー駆動装置、トラクター駆動装置、またはウォーキングビームによってインダクター内を搬送されます。ビレット温度の測定には非接触式パイロメーターが使用されます。
金属を曲げたり成形したりするには、機械式インパクト・プレス、ベンディング・マシン、油圧式押し出しプレスなどの機械が使われる。
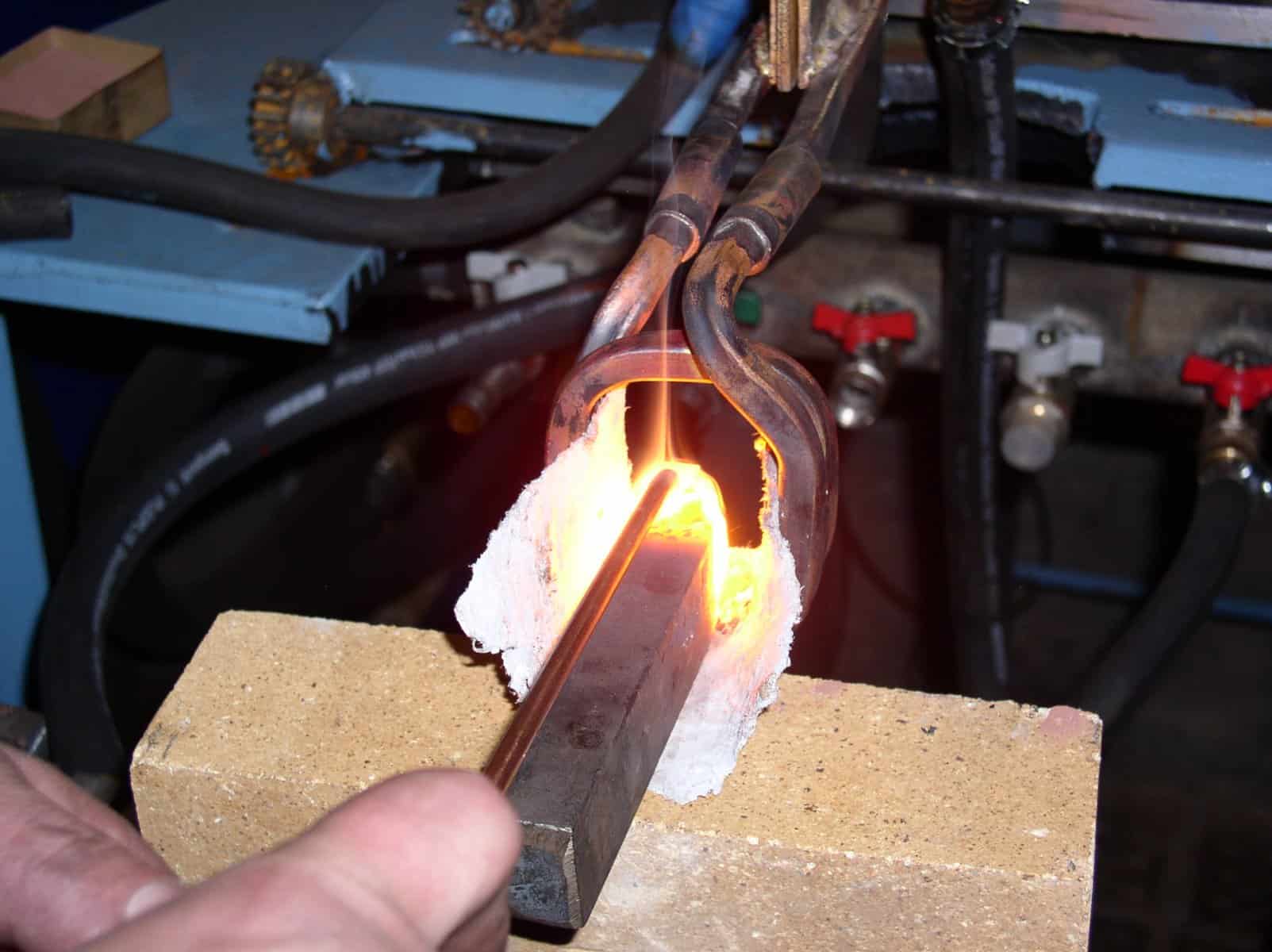
目的 鍛造前に鋼板(3.9" x 7.5" x 0.75" / 100mm x 190mm x 19mm)を予熱し、ガス炉で予熱するよりも生産量を増やす目的で鍬頭部を作成する。
素材: 鋼板
温度だ: 2192 ºF (1200 ºC)
頻度: 7 kHz
誘導加熱装置: DW-MF-125/100、125 kW 誘導加熱システム 26.8μFのコンデンサー3個が入ったリモート・ヒート・ステーションを装備。
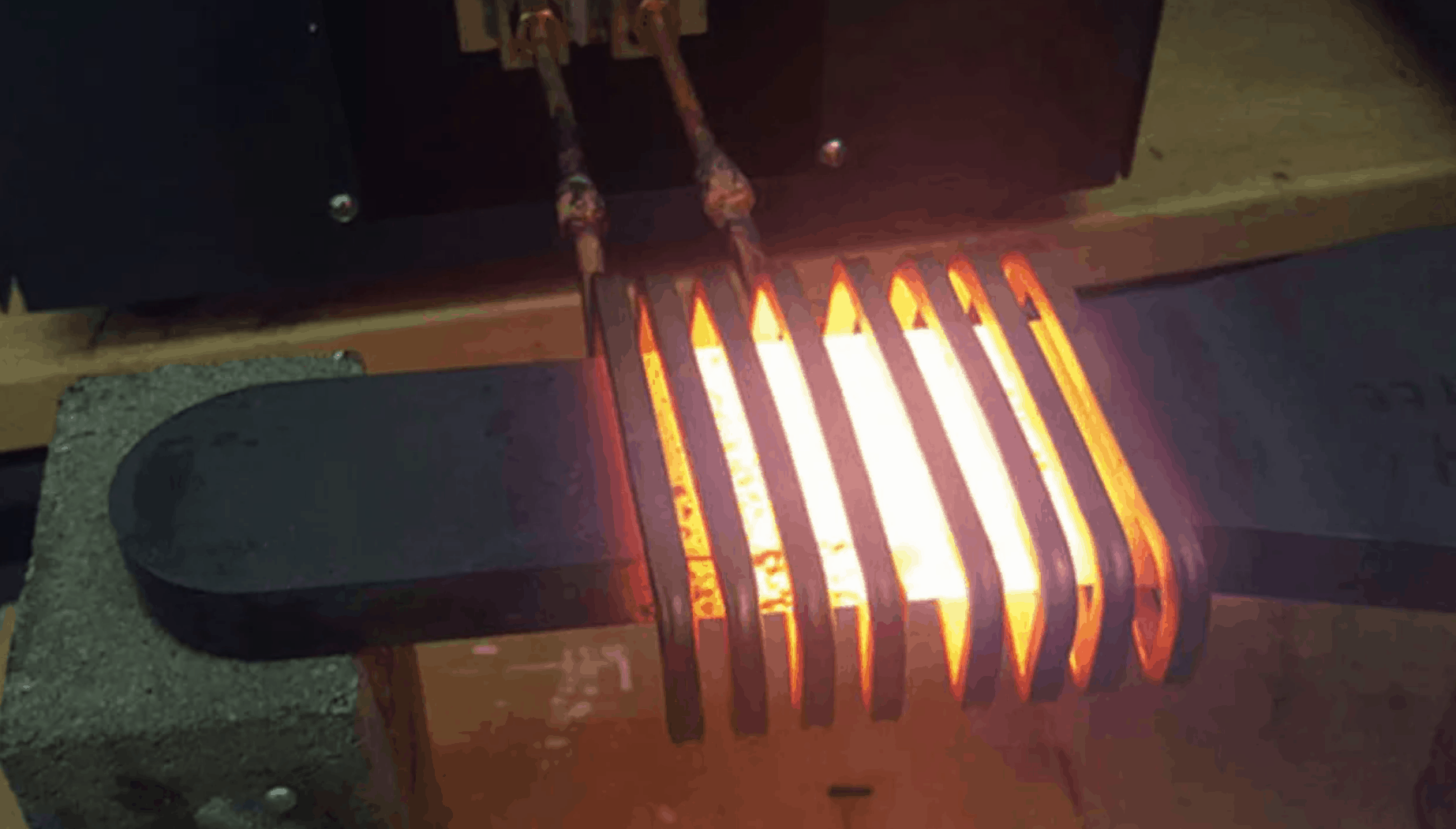
- この用途に必要な熱を発生させるために設計・開発された、3ポジション、マルチターンのヘリカルコイル。
プロセス 3ポジションのマルチターンヘリカルコイルに鋼板を挿入し、電源を入れた。37秒後、2枚目のステンレス鋼板が挿入され、75秒後に3枚目のステンレス鋼板が挿入された。115秒後、1枚目の鋼板が所望の温度に到達し、プロセスは続行された。
スタートアップ後は、入力された順序から37秒ごとに部品を加熱することができる。総サイクル時間は115
秒の間に、37秒ごとに部品を取り外すことができ、これにより誘導は望ましい生産速度を達成することができた。
そして、ガス炉を使用する場合と比較して、かなりの利益を実現する。

結果/メリット
より高い生産率:ガス炉では毎時83個の部品が生産されるのに対し、このプロセスでは毎時100個の部品が生産された。
- 再現性:このプロセスは繰り返し可能であり、生産プロセスに組み込むことができる。
- 精度と効率:鋼板にのみ熱を加えるため、加熱は正確で効率的です。
最も一般的に使用される工業材料の熱間成形温度の目安は以下の通りである:
- スチール 1200º C - 真鍮 750º C - アルミニウム 550º C
トータルインダクション熱間成形アプリケーション
誘導加熱機は、鋼ビレット、棒鋼、真鍮ブロック、チタンブロックを鍛造や熱間成形のための適切な温度に加熱するために一般的に使用されます。

部分成形アプリケーション
誘導加熱は、パイプの端部、車軸の端部、自動車部品、部分成形や鍛造工程の棒材の端部などの部品を加熱するためにも使用されます。
誘導加熱の利点
従来の炉と比較した場合、鍛造用誘導加熱装置はプロセスおよび品質面で大きな利点を提供します:
加熱時間を大幅に短縮し、スケーリングと酸化を最小限に抑える
簡単で正確な温度調節。仕様外の温度になった部品を検知して取り除くことができる
炉が必要な温度まで上昇するのを待つ時間のロスがない
自動化 誘導加熱機 最小限の手作業で済む
熱を特定の1点に向けることができるため、成形領域が1つしかない部品には非常に重要である。
熱効率の向上 - 熱は部品自体で発生するため、大きなチャンバーで加熱する必要がない。
より良い労働条件。空気中に存在するのは部品自体の熱だけです。作業環境は燃料炉よりはるかに快適です。



