








石油・ガスパイプライン分野での誘導式PWHT機の用途
説明
インダクションPWHT装置とは?
アン インダクションPWHT装置 は、電磁誘導によって金属構造物や溶接継手の溶接後熱処理を行うために設計された特殊なシステムです。溶接後、特定の金属(特に合金鋼、炭素鋼、または割れやすい金属)は、制御された加熱と冷却の恩恵を受けます。これにより、残留応力が緩和され、歪みが防止され、微細構造が微細化され、規格要件を満たし、長期的な使用性能が向上します。
仕組み
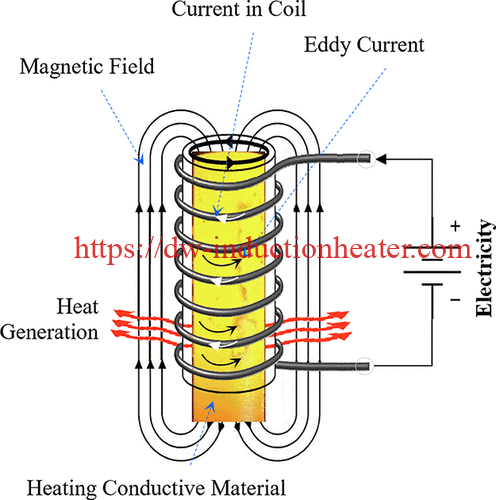
- IHコイル/ブランケット: コイルまたはフレキシブルな誘導ブランケットを溶接部の周囲または近くに配置する。
- 電磁場の発生: マシンの電源は、ACライン電力を特定の周波数(多くの場合、2kHzから25kHzの範囲)に変換する。
- 渦流と発熱: 電磁場は金属に渦電流を誘導し、内部から熱を発生させる。
- 温度管理: 溶接部の近くに取り付けた熱電対が、制御シス テム(PLC)にフィードバックを提供する。これにより出力が調整され、PWHT手順に従って正確な温度プロファイルが達成されます。
PWHTにインダクションを使用する理由
- 迅速で正確な加熱: 誘導は、より速い昇温速度ときめ細かな温度制御を提供し、割れや不完全な応力除去などの品質問題を最小限に抑えます。
- エネルギー効率: 誘導システムは、従来の抵抗加熱や炉加熱よりも効率的であることが多い。エネルギーは熱を必要とする部分に直接集中します。
- 携帯性と柔軟性: 大型炉に比べ、誘導式PWHT装置(フレキシブルコイル/ブランケット付き)は、現場またはその場での処理が可能です。これは特に大型部品や固定設備(精製所の配管など)に有効です。
- 自動化と監視: ほとんどのインダクションPWHT装置には、データロギング、レシピ管理、アラームシステムが組み込まれており、規格(ASME、AWSなど)への準拠を簡素化し、プロセスのトレーサビリティを確保します。
誘導式PWHT装置の代表的な特徴
- 定格出力範囲: 機械は、厚さ、材料の種類、部品のサイズに応じて、30kWの小型のものから300kWを超える大型のものまである。
- 周波数範囲: 通常は2 kHzから25 kHzの間で、必要な熱浸透の深さに応じて最適化される。
- 複数の加熱チャンネル(ゾーン): 複数の継手や複雑な溶接形状の同時処理が可能。
- 高度なコントロール: タッチスクリーンHMI(ヒューマン・マシン・インターフェース)、PLCベース制御、マルチ熱電対入力、データロギングオプション。
- 冷却方法: 定格電力に応じて、誘導電源装置は空冷式または水冷式である。
パイプライン分野での誘導式PWHT機の用途
 溶接後の熱処理 (PWHT)は、パイプライン産業、特に高圧高温用途において極めて重要なプロセスです。PWHTの実施に誘導加熱技術を使用することで、パイプラインの製造業者やオペレーターは、正確で一貫した温度制御を実現しながら、全体的な処理時間を短縮することができます。以下は、パイプライン分野における誘導加熱によるPWHTの主な用途と利点です:
溶接後の熱処理 (PWHT)は、パイプライン産業、特に高圧高温用途において極めて重要なプロセスです。PWHTの実施に誘導加熱技術を使用することで、パイプラインの製造業者やオペレーターは、正確で一貫した温度制御を実現しながら、全体的な処理時間を短縮することができます。以下は、パイプライン分野における誘導加熱によるPWHTの主な用途と利点です:
1.新規パイプラインの建設
- ロングシーム溶接
- 大口径のパイプラインでは、複数パスや複雑な 溶接継手が必要になることがよくあります。インダクションPWHTを使用すると、継ぎ目全体に均一な熱処理を施すことができるため、溶接品質が向上し、割れのリスクが低減します。
- タイ・イン・ウェルド
- 設置や拡張プロジェクトでは、タイイン溶接が異なるパイプラインセグメントを接続します。これらの溶接部に一貫した熱処理を施すことで、残留応力を低減し、特に高圧サービス用のパイプラインの長期的な健全性を確保することができます。
- 遠隔地でのフィールド・ジョイント
- 可搬性を重視して設計されたインダクションPWHT装置は、遠隔地のパイプライン建設現場や険しい地形にも持ち運ぶことができます。効率的なセットアップと迅速なヒートアップ/クールダウンサイクルは、リソースが限られた厳しい条件下で作業する場合に特に有益です。
2.パイプラインの修理とメンテナンス
- クラック修理
- パイプラインは、疲労、腐食、機械的損傷によって亀裂を生じることがあります。インダクションPWHTは、補修された溶接部の残留応力を緩和し、亀裂がさらに進展するリスクを低減し、パイプラインの耐用年数を延ばすのに役立ちます。
- ホットタップと分岐追加
- パイプラインの改造(分岐部や新たな接続部の追加など)が必要な場合、溶接部に誘導加熱処理(PWHT)を施すことで、延性、靭性、全体的な信頼性を向上させることができます。
- セクション交換
- パイプライン部分を取り外して交換する場合、元のパイプライン部分と同様の冶金学的特性と応力分布を確保するために、新しい溶接部に高周波PWHTが使用されることが多い。

- パイプライン部分を取り外して交換する場合、元のパイプライン部分と同様の冶金学的特性と応力分布を確保するために、新しい溶接部に高周波PWHTが使用されることが多い。

3.業界標準および規範の遵守
- ASMEおよびAPI規格
- 多くの圧力配管規格(ASME B31.3、ASME B31.4、ASME B31.8、API規格など)では、特定の材料、板厚、サービスシナリオに対してPWHTが規定されています。インダクションPWHT装置は、正確な温度制御とコンピュータによる文書化を提供し、オペレータがこれらの規制要件を満たすのに役立ちます。
- 硬度低減
- 溶接部全体に均等に熱を分散させることで、 インダクション・システムは、熱影響部(HAZ) の硬度を下げるのに役立つ。
- 材料固有の要件
- クロムモリブデン(Cr-Mo)鋼やその他の高強度低合金(HSLA)鋼のような特定の合金鋼では、厳しい熱プロファイルが要求される場合があります。インダクションPWHTでは、希望のミクロ組織を達成するために、特注の温度上昇、保持時間、制御された冷却が可能です。
4.メリット パイプラインにおける誘導PWHT アプリケーション
- より速い加熱サイクル
- 誘導加熱は、溶接部に直接かつ効率的に熱を供給するため、従来の方法(抵抗コイルやガス加熱炉など)と比べて、ヒートアップ時間が大幅に短縮されます。
- 正確で均一な熱分布
- 自動制御システムにより、正確な温度調節とパイプ外周の均一な被覆が可能になります。この均一性は、機械的および冶金的要件を満たすために重要です。
- 機動性とセットアップの容易さ
- 最新の誘導式PWHT装置は、軽量で持ち運びができるように設計されているため、大型の炉や常設のセットアップが現実的でない現場での使用に最適です。
- エネルギー効率
- 誘導加熱は、周囲の広い範囲を加熱するのではなく、溶接部にエネルギーを集中させるため、全体的な消費電力が削減され、コスト効率が向上します。
- 安全性の向上
- 誘導加熱システムは、直火や高温の燃料燃焼環境を必要としないため、火災のリスクを減らし、現場の安全性を向上させます。

- 誘導加熱システムは、直火や高温の燃料燃焼環境を必要としないため、火災のリスクを減らし、現場の安全性を向上させます。

5.誘導を伴う一般的なパイプラインPWHT手順
- 予熱
- 溶接に先立ち、特に厚肉材や高強度材を扱う場合 には、パイプや継手を予熱するために誘導技術が採用 されることもある。これは、急冷とその後の溶接部での割れを防ぐのに役立つ。
- コントロールされたランプアップとソーキング
- 誘導設備では、溶接継手を徐々に加熱するため、特注 の昇温速度を設定することができる。目標温度(材料により600~700℃の範囲が多い)に達すると、内部応力を緩和するために所定の時間(ソーキング段階)保持される。
- 制御されたクールダウン
- 徐冷段階は、脆い微細構造の形成を避けるために重要である。インダクションシステムでは、オペレーターは特定の材料要件に合わせて冷却速度をプログラムすることができます。
使用例と利点
- 圧力容器とパイプライン: 石油・ガス、発電、石油化学アプリケーションにおける溶接の完全性を確保。
- ヘビー・ファブリケーション: 船舶部品、重機械部品、構造用鋼アセンブリなどの大型構造物の残留応力を緩和。
- 修理とメンテナンス 大型アセンブリーを解体することなく、その場での溶接補修(タービン、ボイラーチューブ、複雑な配管など)に最適。
- 法令遵守: 多くの規格(ASME、AWS、EN)は、機械的完全 性を確保するために、特定の材料と板厚に対して 溶接後の熱処理を要求している。
以下は、定格出力60 kW、80 kW、120 kW、160 kW、200 kW、240 kW、300 kWの誘導式PWHT(溶接後熱処理)機の例示的技術パラメーター表です。実際の仕様はメーカーにより異なりますので、これらの数値は代表的な参考値としてお考えください。
誘導式PWHT機の技術パラメーター(60 kW~300 kW)
| パラメータ | 60kW | 80kW | 120kW | 160 kW | 200kW | 240kW | 300kW |
|---|---|---|---|---|---|---|---|
| 電力定格 | 60kW | 80kW | 120kW | 160 kW | 200kW | 240kW | 300kW |
| 入力電圧 (3フェーズ) | 380-415 V<br>(50/60 Hz) | 380-415 V<br>(50/60 Hz) | 380-415 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) |
| 出力周波数範囲 | 5-25 kHz | 5-25 kHz | 5-25 kHz | 5-25 kHz | 2-25 kHz | 2-25 kHz | 2-25 kHz |
| 定格電流 約 | ~90-100 A | ~120-130 A | ~180-200 A | ~240-260 A | ~300-320 A | ~350-380 A | ~450-480 A |
| 加熱チャンネル (ゾーン) | 1-2 | 2-4 | 2-4 | 4-6 | 4-6 | 4-6 | 6-8 |
| 温度範囲 | 最高~850 °C | 最高~850 °C | 最高~850 °C | 900 °Cまで | 900 °Cまで | 900 °Cまで | 900 °Cまで |
| 温度制御精度 | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C |
| 冷却方法 | 空冷または水冷パワーモジュール | 空冷または水冷パワーモジュール | 水冷パワーモジュール | 水冷パワーモジュール | 水冷パワーモジュール | 水冷パワーモジュール | 水冷パワーモジュール |
| デューティ・サイクル (最大出力時) | ~80-100%(連続) | ~80-100%(連続) | ~80-100%(連続) | ~80-100%(連続) | ~80-100%(連続) | ~80-100%(連続) | ~80-100%(連続) |
| 制御システム | PLC/HMI タッチスクリーン、データロギング | PLC/HMI タッチスクリーン、データロギング | PLC/HMI タッチスクリーン、データロギング | PLC/HMI タッチスクリーン、データロギング | PLC/HMI タッチスクリーン、データロギング | PLC/HMI タッチスクリーン、データロギング | PLC/HMI タッチスクリーン、データロギング |
| 寸法 (縦×横×高さ、約) | 0.8×0.7×1.4 m | 1.0×0.8×1.5 m | 1.1×0.9×1.6 m | 1.2×1.0×1.7 m | 1.3×1.1×1.8 m | 1.4×1.2×1.8 m | 1.6×1.4×2.0 m |
| 重量 約 | ~250キロ | ~300キロ | ~400キロ | ~500キロ | ~600キロ | ~700キロ | ~900キロ |
 注釈
注釈
- 入力電圧:定格電力が高いほど、許容入力電圧範囲は広くなります(480Vまたは690Vまで動作可能なモデルもあります)。
- 出力周波数:低い周波数は材料をより深く浸透させるため、肉厚の部品に有利な場合が多い。周波数を調整することで、熱分布を最適化できます。
- 暖房チャンネル(ゾーン):複数の独立したチャンネルにより、複数の接合部やより複雑な形状への同時PWHTが可能。
- 冷却方法:小型のユニットでは強制空冷を使用することもあるが、高出力のユニットでは水またはグリコールベースの冷却水回路を採用することが多い。
- デューティ・サイクル:フルパワーでの連続運転能力を示す。誘導式PWHT装置の多くは、冷却が十分であれば、ほぼ連続運転が可能である(80~100%)。
- 寸法と重量:エンクロージャのタイプ(オープンフレーム、キャビネット)、冷却構成、オプション(ケーブル収納や統合スプールシステムなど)によって大きく異なる。
誘導式 PWHT 装置に関するその他の考慮事項
- コイル/インダクタ・タイプ:用途に応じて、柔軟なブランケット、ケーブル、または硬いコイルを提供することができる。
- データロギングとレポート:多くのシステムには、正確な温度/時間のトレーサビリティを実現するデータレコーダーが内蔵されており、規格(ASME、AWSなど)に準拠するために極めて重要です。
- 熱電対入力:通常、さまざまな溶接部を正確に監視するために、複数の熱電対をサポートしています。
- セーフティ&アラーム:過熱検知、冷却水流量低下検知、漏電検知は標準安全機能です。
正確な詳細については、メーカーやサプライヤーに相談することを推奨する。メーカーやサプライヤーは、(コイル設計、制御ソフトウェア、高度な機能などの)パラメータを、特定の溶接手順や材料要件に合わせて調整する。
結論
誘導式溶接後熱処理 (PWHT)は、パイプライン分野の重要な技術となっている。その精密で効率的、かつ柔軟性の高い性質は、溶接部が規格要件を満たし、長期にわたって構造的完全性を維持し、故障のリスクを低減することを保証します。パイプラインの新設、補修、予防保守のいずれにおいても、誘導式PWHT装置はパイプライン溶接の課題に対する強力なソリューションを提供し、重要な資源の安全で信頼性の高い輸送を将来にわたって確保するのに役立ちます。



