
ベースへのステンレス鋼チューブのろう付け
目的
誘導ろう付け は、ステンレス鋼チューブ(外径:45mm、内径:42mm)を適合する金属ベースに接合するために使用された。目標は、機械的および熱的応力に適した高い接合完全性を備えた、漏れのない強固な接合を実現することであった。この事例では、電力、周波数、コイル設計、ろう材の選択、ろう付け時間などのろう付けパラメーターを最適化し、コスト効率を維持しながら、熱歪みを最小限に抑えることも目指した。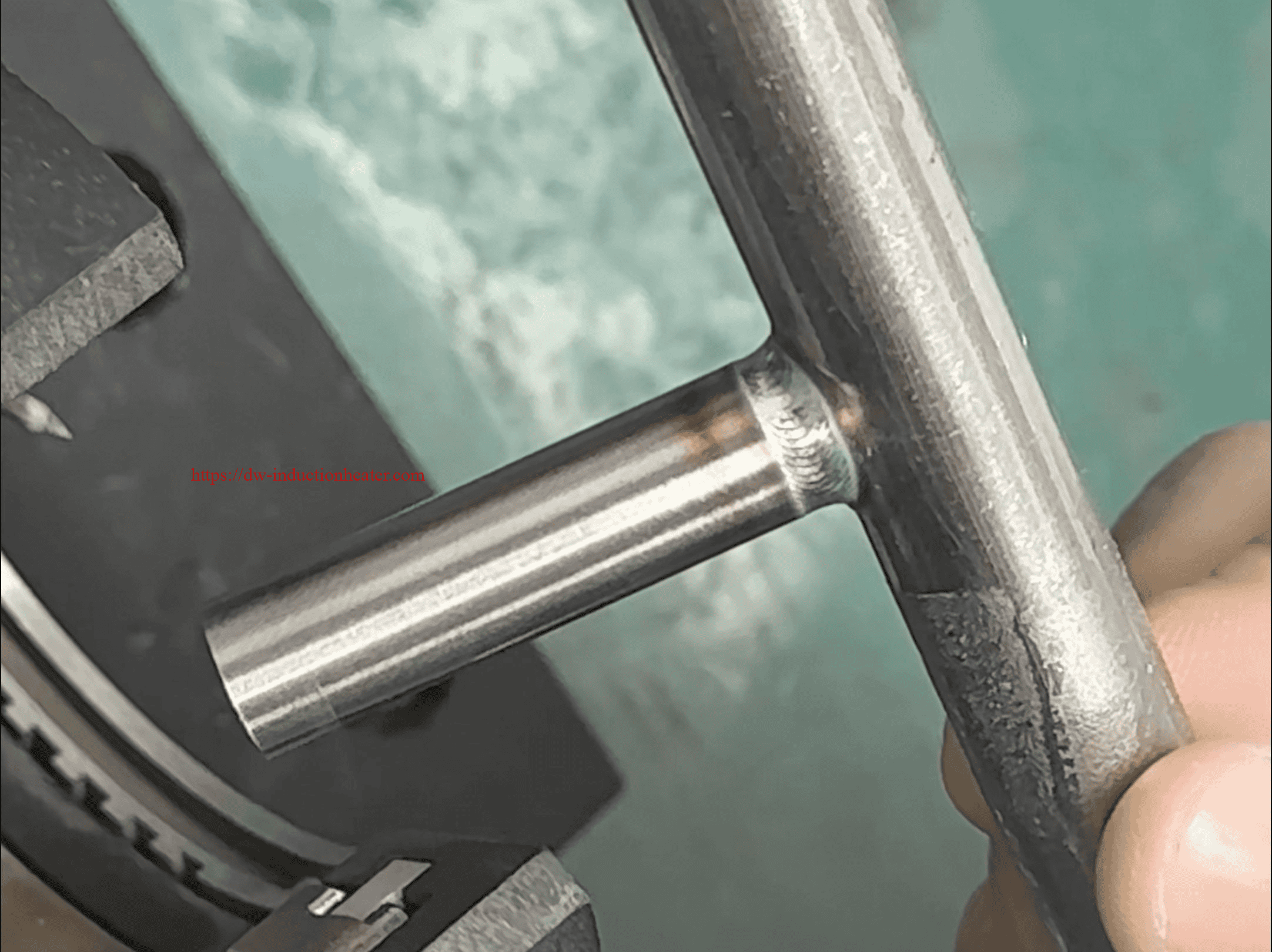
設備
- 誘導ろう付け機
- モデル:10kW誘導ロウ付けシステム
- 周波数範囲:300-800kHz
- カスタムインダクションコイル
- ステンレス鋼チューブとベース接続の形状と加熱要件に対応するよう特別に設計されています。
- 冷却システム
- 誘導装置の過熱を防ぎ、連続運転中の温度を安定させる水冷システム。
- フィクスチャーとポジショニングツール
- ろう付け時にステンレス鋼管とベースを正確に位置合わせするための治具と固定具。
材料:
- ステンレス鋼チューブ
- 外径:45mm
- 内径:42mm
- 材料グレード:AISI 304(耐食性と機械的強度のために選択された)。
- ベース素材
- 軟鋼ベース(炭素鋼)で、経済性に優れ、ろう付け用ステンレス鋼管との適合性が高い。
- フィラーメタル
- フィラーメタル:BAg-7(銀含有量約56%の銀系合金で、毛細管現象に優れ、ステンレス鋼との相溶性に優れている。)
- 溶融範囲630-660°C.
- フラックス
- タイプフッ素系フラックス:酸化物を除去し、ベースとステンレ ス鋼管へのフィラーの接着を促進するために使用され る。
ろう付けのテスト:
- パワーと周波数の選択
- A 出力7kW は、アセンブリの他の部分をオーバーヒートさせることなく接合部を加熱するのに最適なものとして実験的に決定された。
- について 動作周波数を400kHzに設定 コイルによるステンレス鋼素材の効率的な加熱を確保するため。
- 誘導コイルの設計
- ダブルターンのヘリカルコイルを使用して接合部に熱を集中させ、ステンレス鋼管とベースの両方を同時に均一に加熱した。
- コイルの直径は、均一な誘導結合のためにチューブの全面に3~5mmの隙間を設けるように設計された。
- テストジョイントポジショニング
- ステンレス鋼チューブ(外径45mm)は、充填材の毛細管現象に必要な0.1~0.2mmの均一な隙間を確保するため、ベースに対して正確に位置合わせされた。
- 温度管理
- パイロメーターにより、接合部の温度が約650℃に達し、維持されていることが確認された。
- ろう付け時間
- この試験により、最適なろう付け時間は 10秒これにより、接合部が熱に過度にさらされることなく、溶加材の溶融と接着のための適切な温度閾値に達することができる。
ろう付けの手順
- 準備
- ステンレス・チューブとベースの表面を入念にクリーニングし、油分、汚れ、酸化物を除去した。
- フッ素系フラックスを接合面に均一に塗布する。
- 組み立てと治具の位置決め
- ステンレス・スチールのチューブは、強度を最大にするために継ぎ目が重なるようにベースの中に入れられた。この工程では、固定具がアセンブリを安定させた。
- 誘導加熱
- インダクションマシンは、400kHzで7kWの電力を印加した。正確な加熱は、コイルがチューブとベースを囲む接合部に集中した。
- 充填材用途
- 温度が650℃に近づくと、フィラー合金が接合部に塗布された。毛細管現象により、溶融フィラーが接合部の隙間に引き込まれた。
- 冷却
- ろう付け後は、熱衝撃を避けるために自然冷却した。
結果/利益:
- 関節の強さ
- ろう付け接合部は引張試験を受け、機械的負荷の要件を15%のマージンで上回り、加圧用途に適した強靭で漏れのない接続を実現した。
- 熱的完全性
- この工程は熱による歪みを最小限に抑え、ステンレス鋼管とベースの寸法精度を維持した。
- 効率性
- ろう付け工程は 加熱時間10秒最小限のエネルギー消費で高い生産性を発揮する。
- 端正な仕上がり
- 接合部は、適切な加熱、フィラーの分散、フラックス残渣の最小化により、きれいな仕上がりとなった。ろう付け後の後片付けも最小限で済んだ。
誘導加熱は提供する:
- 正確で局所的な暖房:
インダクション・システムは、隣接する部分に影響を与えることなく、接合部に直接、均一に熱を伝え、熱応力を低減し、材料の特性を維持した。 - プロセス制御:
温度、電力、周波数を正確に制御することで、安定した接合品質を確保し、さまざまな生産シナリオに最適化することができた。 - 再現性:
インダクション・プロセスは、接合部間のばらつきを最小限に抑え、安定した結果を保証し、大規模な工業用として高い信頼性を実現した。 - エネルギー効率:
10kWのインダクションシステムは高い加熱効率を達成し、炉ろう付けのような代替ろう付け方法に比べてエネルギー使用量を大幅に削減した。 - 安全性と清潔さ:
誘導加熱は裸火を排除し、職場の危険性を減らし、よりクリーンなプロセス環境を提供する。
データ分析と統計:
| パラメータ | 価値 | 備考 |
|---|---|---|
| パワー | 7kW | 熱分布のバランスを最適化。 |
| 頻度 | 400kHz | ステンレスとフィラーに最適。 |
| コイルデザイン | ダブルターン・ヘリカルコイル | 接合部を均一に加熱。 |
| ろう付け時間 | 10秒 | 溶かして詰めるには十分。 |
| 充填材 | BAg-7 銀合金 | 強度が高く、毛細管現象に優れている。 |
| 達成温度 | 650°C | 充填材の溶解に最適。 |
これは 誘導ろう付けケース は、困難なステンレス鋼の用途で高品質の接合部を形成する手法の有効性と精度を実証した。すべてのプロセスパラメーターの詳細な分析と最適化により、効率と生産性を最大化しながら、ろう付け作業の成功を確実にした。