








高周波鍛造棒鋼・ビレット炉
説明
アルミニウム、鋼鉄および銅の棒、鋼片および棒を熱間形成するための高周波鍛造の棒および鋼片炉
誘導鍛造バーおよびビレット炉 は、金属製の物体を加熱する方法として広く使われている。このプロセスでは、電磁界を利用して加熱対象物内に熱を発生させる。誘導鍛造は、アルミニウム、鋼、銅などの様々な金属で作られた棒、ビレット、ロッドの製造に一般的に使用されています。この研究論文は、誘導鍛造棒鋼およびビレット炉のプロセス、その利点と課題、およびさまざまな産業におけるその用途を探求することを目的としています。

高周波鍛造棒鋼・ビレット炉 プロセス
誘導鍛造プロセスでは、電磁場を発生させる誘導コイルを使用する。棒材またはビレットはコイルの中に置かれ、交番磁場によって対象物内に電流が誘導され、抵抗によって熱が発生する。発生する熱は、電磁場のパワーと加熱される金属の抵抗に比例する。
誘導鍛造バーおよびビレット炉の利点:
誘導鍛造は、従来の加熱方法に比べていくつかの利点があります。これらには以下が含まれます:
1.高効率:誘導鍛造は、被加熱物の内部で直接熱を発生させるため、高効率な鍛造方法です。そのため、予熱の必要がなく、エネルギー消費を抑え、時間を節約することができます。
2.精密な加熱:誘導鍛造は、加熱プロセスを正確に制御することができます。生成される熱は、加熱される対象物の特定の要件に合わせて調整することができます。
3.安定した品質:誘導鍛造は、対象物全体に均一に熱が発生するため、一貫した品質の熱を生み出します。このため、最終製品の品質が高く、要求仕様を満たすことができる。

誘導鍛造棒鋼・ビレット炉の課題:
しかし 誘導鍛造 にはいくつかの利点がありますが、同時にいくつかの課題もあります。以下は、高周波鍛造に関連する課題の一部である:
1.サイズが限定される:誘導鍛造は、小型から中型の対象物を加熱するのに適している。大きな対象物はより大きな電力を必要とし、誘導鍛造では実現できない場合がある。
2.初期コスト:誘導鍛造は、設備とインフラに多額の初期投資を必要とする。そのため、小規模な事業には不向きである。
3.表面処理:誘導鍛造では、加熱される対象物の表面が清浄で不純物がないことが必要です。そのため、追加の準備時間とコストが必要となる。
誘導鍛造バーとビレット炉のアプリケーション:
誘導鍛造バーとビレット炉は、様々な産業で広く使用されています。以下は、誘導鍛造の用途の一部です:
1.自動車産業:誘導鍛造は、ギア、アクスル、クランクシャフトなどの自動車部品の生産に使用される。
2.航空宇宙産業:誘導鍛造は、航空機、スペースシャトル、人工衛星のような航空宇宙機器の部品製造に使用される。
3.建設産業:誘導鍛造は、建設に使用される鉄筋、ボルト、ナットの製造に使用される。
 商品説明
商品説明
鋼鉄、鉄、青銅、黄銅、アルミニウム合金などの棒材を加熱します。
写真はイメージです。
機能および特殊仕様は、お客様のご要望に応じてカスタマイズいたします。
特徴と利点:
1.Automatic: ワーク ピースの自動供給、自動選択はよいですか悪いです、温度の自動測定、自動排出。
2.統合された設計:インストール時間、コスト、スペースを節約します。
3.故障診断を容易にするため、操作パネルに機械の動作状態を表示。
| 特徴 | 詳細 | |
| 1 | 高速で安定した加熱 | 従来の方法より20%- 30%の電気エネルギーを節約; 高効率、低エネルギー消費 |
| 2 | サイズが小さい | 取り付け、操作、修理が簡単 |
| 3 | 安全で信頼できる | 高電圧がかからず、作業者に安全です。 |
| 4 | 冷却循環システム | 24時間連続運転が可能 |
| 5 | 完全な自己防衛 機能 | 多くの種類のアラームランプがある: 過電流、過電圧、過熱、水不足など。これらのランプは機械を制御し、保護できます。 |
| 6 | 環境保護 | 酸化膜はほとんどない、 排気も排水もない |
| 7 | IGBTタイプ | 無関係な電線網の遮断を避ける; マシンの長寿命を保証します。 |
金属ビレット熱間鍛造炉のパラメータ:
| DW-MF-200 | DW-MF-250 | DW-MF-300 | DW-MF-400 | DW-MF-500 | DW-MF-600 | ||
| 入力電圧 | 3phases、380V/410V/440V、50/60Hz | ||||||
| 最大入力電流 | 320A | 400A | 480A | 640A | 800A | 960A | |
| 発振周波数 | 0.5KHz^20KHz(発振周波数は、加熱部品のサイズに応じてカスタマイズされる) | ||||||
| 負荷サイクル | 100%、24時間連続作業 | ||||||
| 冷却水の要望 | 0.1MPa<水圧<0.3MPa、水の硬度<50 | ||||||
| 寸法 | ホスト | 1000X800X1500mm | 1500X800X2800mm | 850X1700X1900mm | |||
| エクステンション | 延長は、加熱部品の材質とサイズに応じてカスタマイズされます。 | ||||||
| 重量 | 110kg | 150キロ | 160kg | 170キロ | 200kg | 220キロ | |
| エクステンションの次元による | |||||||
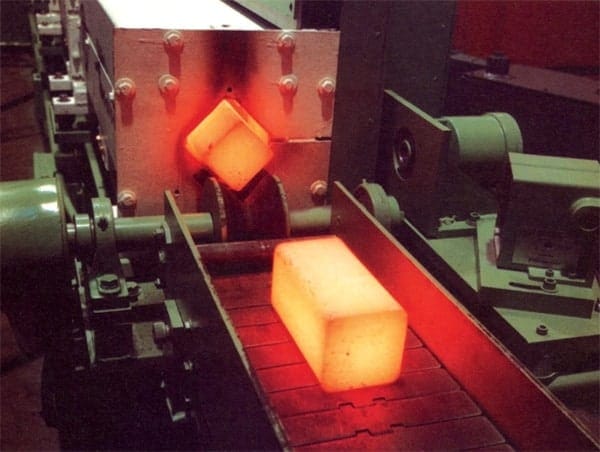
誘導金属ビレット熱間鍛造炉ではビレットまたはスラグ全体が加熱されます。通常、短いビレットまたはスラグにはホッパーまたはボウルが使用され、ビレットをピンチローラー、チェーン駆動のトラクターユニット、場合によっては空気圧プッシャーに自動的に整列させます。その後、ビレットは、水冷レールまたは摩擦を減らし、摩耗を防ぐセラミックライナーをコイル内径に使用し、コイル内を1つずつ駆動されます。コイルの長さは、必要なソーク時間、部品ごとのサイクル時間、ビレットの長さの関数である。大量の大断面加工では、4つまたは5つのコイルを直列に接続して、5メートル(16フィート)以上のコイルを作ることも珍しくありません。

結論
誘導鍛造バーおよびビレット炉 は、金属物体を加熱するための非常に効率的で精密な方法である。いくつかの課題があるものの、自動車、航空宇宙、建設業界を含む様々な業界で依然として人気のある方法です。誘導鍛造の利点には、高効率、精密な加熱、安定した品質などがある。したがって、誘導鍛造は金属加工産業にとって貴重で効果的なプロセスであると結論づけることができる。




