誘導加熱ステンレス鋼挿入アプリケーション
説明
誘導加熱ステンレス鋼挿入アプリケーション
 目的 自動車産業向け挿入用ステンレス鋼インサートを加熱する。
目的 自動車産業向け挿入用ステンレス鋼インサートを加熱する。
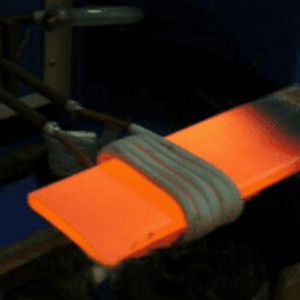
素材 : ステンレススチール製メタルインサート(長さ3/8"/9.5mm、外径1/4"/6.4mm、内径0.1875"/4.8mm)
温度だ: 500 °C (260 °C)
頻度: 230 kHz
誘導加熱装置: DW-UHF-6kW-I, 150-400 kHz 誘導加熱電源 0.17μFのコンデンサを2個(合計0.34μF)搭載したリモートワークヘッド。
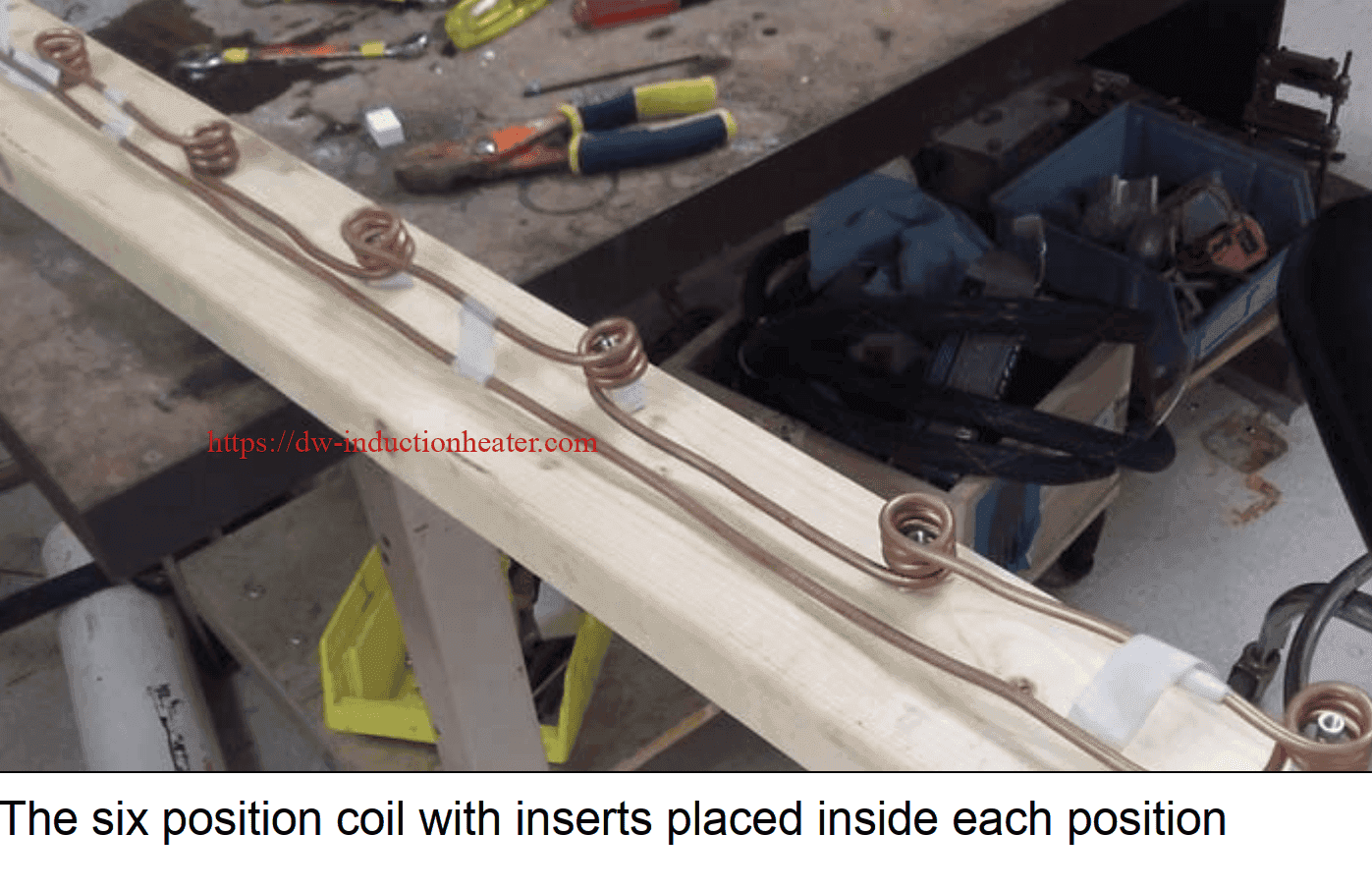
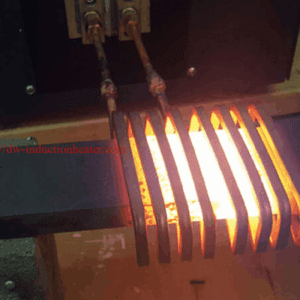
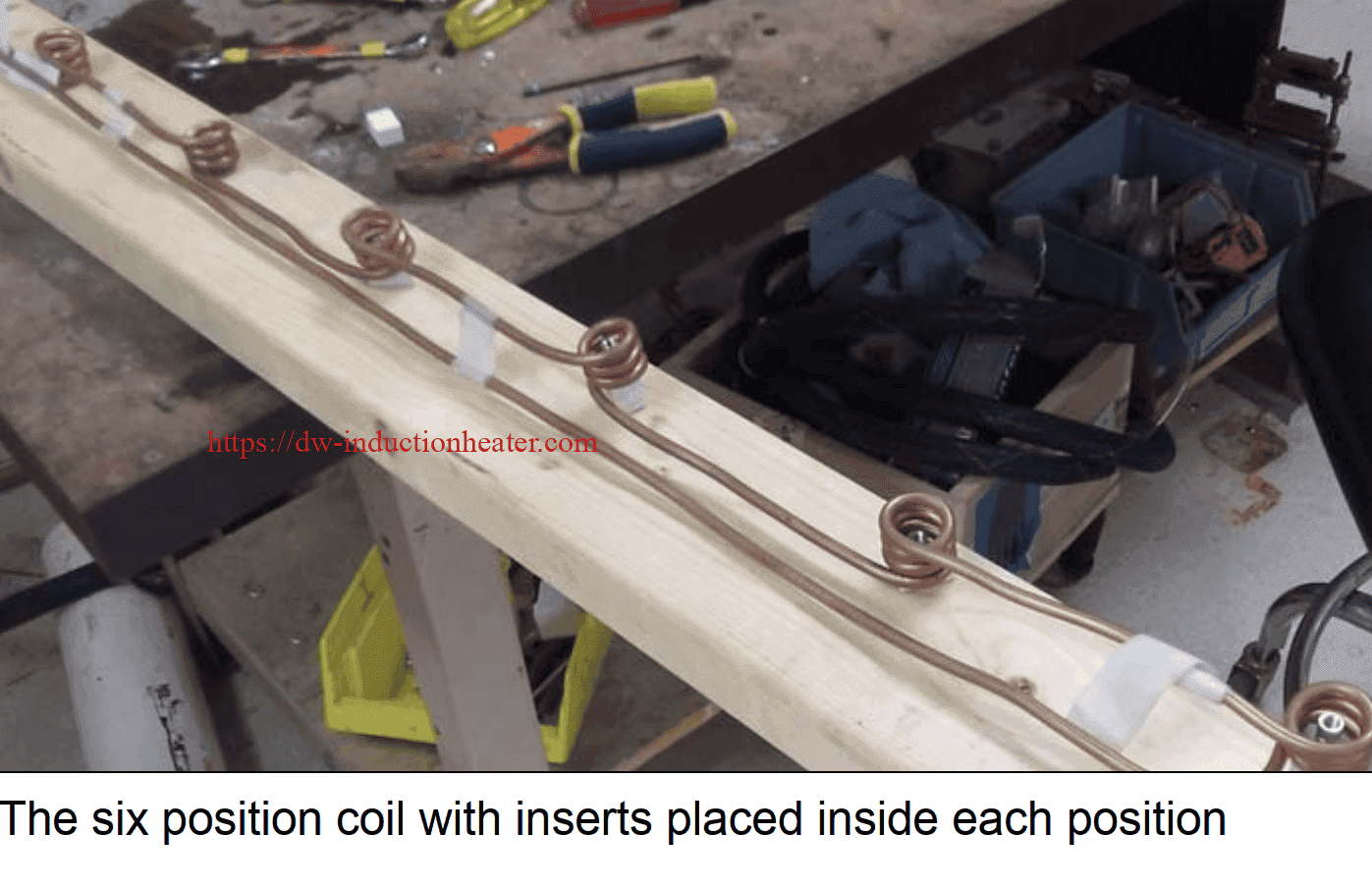
— 6ポジション3回転ヘリカル 誘導加熱コイル このアプリケーションのために設計・開発された
プロセス 温度表示塗料を塗布したインサートを6位置のヘリカル誘導加熱コイル内に置き、電源を入れた。部品は10秒以内に260℃まで加熱された。顧客は、インサートを圧入するために超音波加熱を使用していましたが、これには90秒もかかっていました。
結果/メリット :
-スピード:誘導加熱は、超音波加熱と比較して劇的に速い加熱を提供します。
— 生産量の増加:より速い加熱は、生産率を劇的に向上させる可能性があることを意味する。
— 再現性:誘導は再現性が高く、製造工程への組み込みが容易です。
— エネルギー効率:IHは、素早く、炎を使わず、瞬時にオン/オフが可能です。