HLQ Sistemas de calefacción por inducción son sistemas de valor añadido que pueden integrarse directamente en la célula de fabricación, reduciendo los desechos y residuos y sin necesidad de sopletes. Los sistemas pueden configurarse para control manual, semiautomatizado y hasta sistemas totalmente automatizados. Los sistemas de soldadura por inducción de HLQ proporcionan repetidamente uniones limpias y sin fugas para una amplia gama de piezas, como conductos de combustible, intercambiadores de calor, distribuidores de gas, colectores, herramientas de carburo, etc.

Principios de la soldadura por inducción
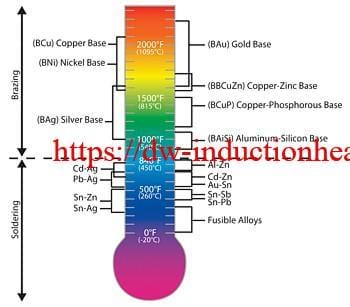
La soldadura fuerte y la soldadura blanda son procesos de unión de materiales similares o distintos mediante un material de aportación compatible. Los metales de aportación son el plomo, el estaño, el cobre, la plata, el níquel y sus aleaciones. Durante estos procesos sólo se funde y solidifica la aleación para unir los materiales base de la pieza de trabajo. El metal de aportación se introduce en la unión por capilaridad. Los procesos de soldadura se llevan a cabo a temperaturas inferiores a 450°C (840°F), mientras que las aplicaciones de soldadura fuerte se realizan a temperaturas superiores a 450°C (840°F) y hasta 1150°C (2100°F).
 El éxito de estos procesos depende del diseño del conjunto, la holgura entre las superficies a unir, la limpieza, el control del proceso y la correcta selección del equipo necesario para realizar un proceso repetible.
El éxito de estos procesos depende del diseño del conjunto, la holgura entre las superficies a unir, la limpieza, el control del proceso y la correcta selección del equipo necesario para realizar un proceso repetible.
La limpieza se obtiene normalmente introduciendo un fundente que cubre y disuelve la suciedad o los óxidos desplazándolos de la unión de soldadura fuerte.
Materiales de aportación para soldadura por inducción
Los metales de aportación para soldadura fuerte por inducción pueden presentarse en una gran variedad de formas, tamaños y aleaciones en función del uso previsto. Cinta, anillos preformados, pasta, alambre y arandelas preformadas son solo algunas de las formas y aleaciones que pueden encontrarse.

La decisión de utilizar una aleación y/o una forma determinada depende en gran medida de los materiales de partida que se van a unir, la colocación durante el procesamiento y el entorno de servicio al que se destina el producto final.
En la actualidad, muchas operaciones se llevan a cabo en una atmósfera controlada con un manto de gas inerte o una combinación de gases inertes/activos para proteger la operación y eliminar la necesidad de fundente. Estos métodos han demostrado su eficacia en una amplia variedad de configuraciones de materiales y piezas, sustituyendo o complementando la tecnología de hornos atmosféricos con un proceso de flujo de piezas individuales justo a tiempo.
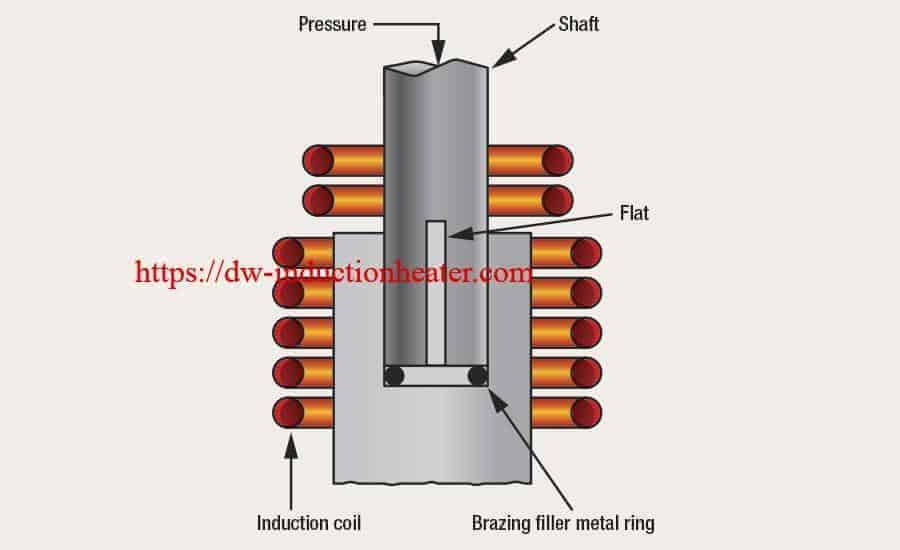
El espacio libre afecta a la resistencia
La holgura entre las superficies a unir determina la cantidad de aleación de soldadura fuerte, la acción capilar / penetración de la aleación y, por consiguiente, la resistencia de la unión acabada. Las mejores condiciones de ajuste para las aplicaciones convencionales de soldadura fuerte de plata son de 0,002 pulgadas (0,050 mm) a 0,005 pulgadas (0,127 mm) de holgura total. En aluminio, la holgura suele ser de 0,004 pulgadas (0,102 mm) a 0,006 pulgadas (0,153 mm). Las holguras mayores de hasta 0,380 mm (0,015 pulgadas) suelen carecer de la suficiente acción capilar para una soldadura fuerte satisfactoria.
![]()
La soldadura fuerte con cobre (por encima de 1650°F / 900°C) requiere que la tolerancia de la unión se mantenga en un mínimo absoluto y, en algunos casos, que se ajuste a presión a temperatura ambiente para asegurar tolerancias mínimas de la unión mientras está a la temperatura de soldadura fuerte.
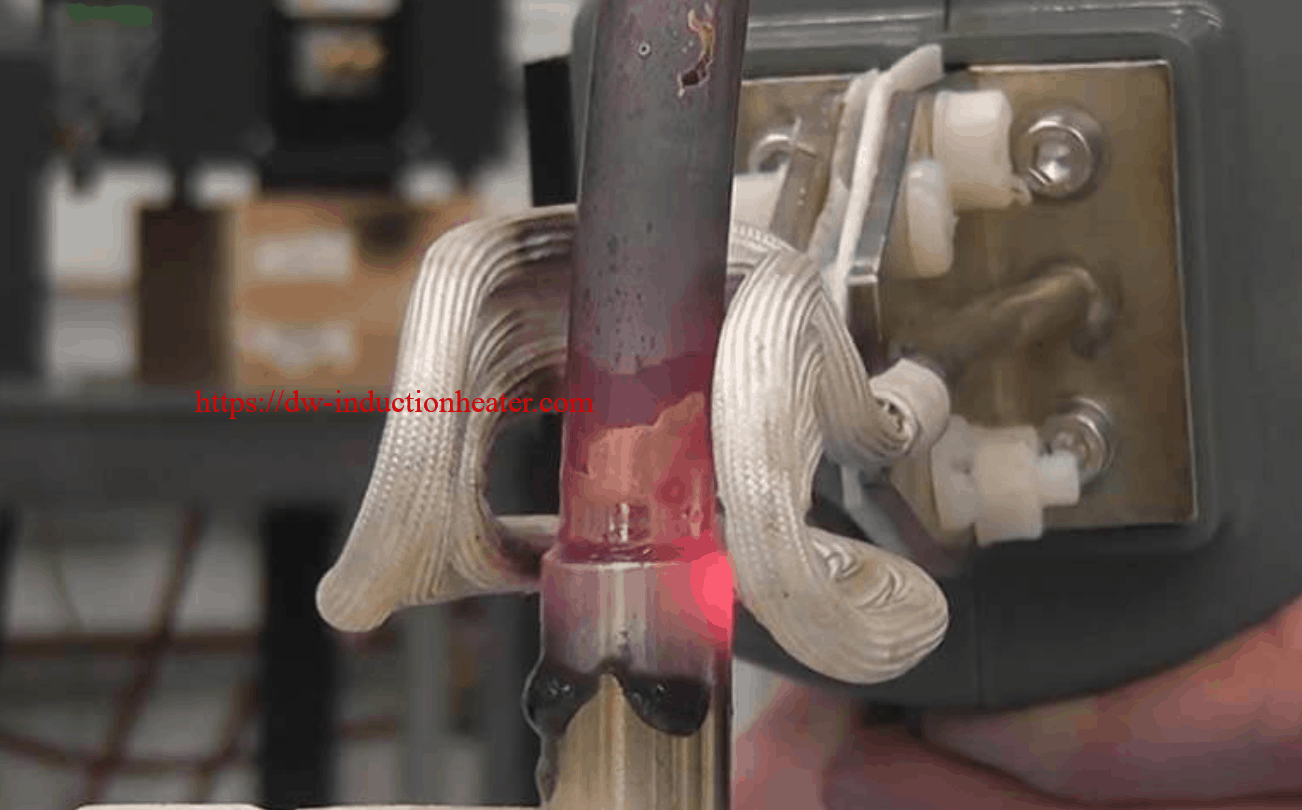
El calentamiento por inducción ha demostrado ser una valiosa ayuda en el proceso de unión por muchas razones. El calentamiento rápido y el control preciso del calor ofrecen la posibilidad de calentar localmente componentes de alta resistencia sin modificar significativamente las propiedades del material. También permite la soldadura fuerte de materiales difíciles como el aluminio y la soldadura fuerte secuencial y multialeación de uniones muy próximas.
El calentamiento por inducción en aplicaciones de soldadura fuerte y blanda se adapta fácilmente a los métodos de línea de producción, permitiendo la disposición estratégica del equipo en una línea de montaje y, si es necesario, el calentamiento por control remoto. Con frecuencia, la soldadura fuerte y blanda por inducción permite reducir el número necesario de dispositivos de fijación de piezas, ya que el calentamiento mínimo de los dispositivos aumenta la vida útil y mantiene la precisión en la alineación de los componentes que se van a unir. Dado que los operarios no necesitan guiar la fuente de calentamiento por inducción, ambas manos quedan libres para preparar los ensamblajes para la unión.
 HLQ equipos de soldadura por inducción ofrece calidad, consistencia, rendimiento configurable y herramientas de cambio rápido para diversas necesidades de producción. La línea de productos de soldadura por inducción Radyne ofrece soluciones estándar para soldadura fuerte:
HLQ equipos de soldadura por inducción ofrece calidad, consistencia, rendimiento configurable y herramientas de cambio rápido para diversas necesidades de producción. La línea de productos de soldadura por inducción Radyne ofrece soluciones estándar para soldadura fuerte:
Aluminio
Cobre
Latón
Acero inoxidable
Carburo
Y más...