
Soldadura por inducción de cables de cobre a clavijas de cobre

Objetivo:
El objetivo de este aplicación del calentamiento por inducción es soldar cables a clavijas de cobre para la fabricación de arneses. El cliente es un fabricante de sistemas de pruebas de misión crítica para la industria aeroespacial. El objetivo es reducir el tiempo de soldadura de 10 minutos a mano a menos de 1 minuto con la ayuda de un sistema de calentamiento por inducción y aumentar la calidad y repetibilidad de la soldadura.
Equipamiento:
HLQ dispone de una línea de equipos de soldadura por inducción, utilizados normalmente en una aplicación similar: la serie DW-UHF, sistemas de calentamiento por inducción de alta frecuencia para soldadura por inducción y soldadura fuerte de pequeños componentes y piezas.

Proceso:
El cliente proporcionó un cable grande con 5,08 cm de diámetro exterior y una clavija de 2,5 cm de longitud y 0,44 cm de diámetro exterior, un receptor de cable de 5,08 cm de longitud, 0,42 cm de diámetro interior y 0,19 cm de diámetro exterior, así como una clavija pequeña de 0,28 cm de diámetro exterior y un receptor de cable de 0,40 cm de diámetro interior.19" de diámetro exterior y un cable pequeño con 0,09" (0,22 cm) de diámetro exterior, así como un pasador pequeño de 0,114" (0,28 cm) de diámetro exterior y un receptor de cable de 0,16" (0,40 cm) de longitud y 0,07" (0,17 cm) de diámetro interior. 0,32 cm de diámetro exterior.

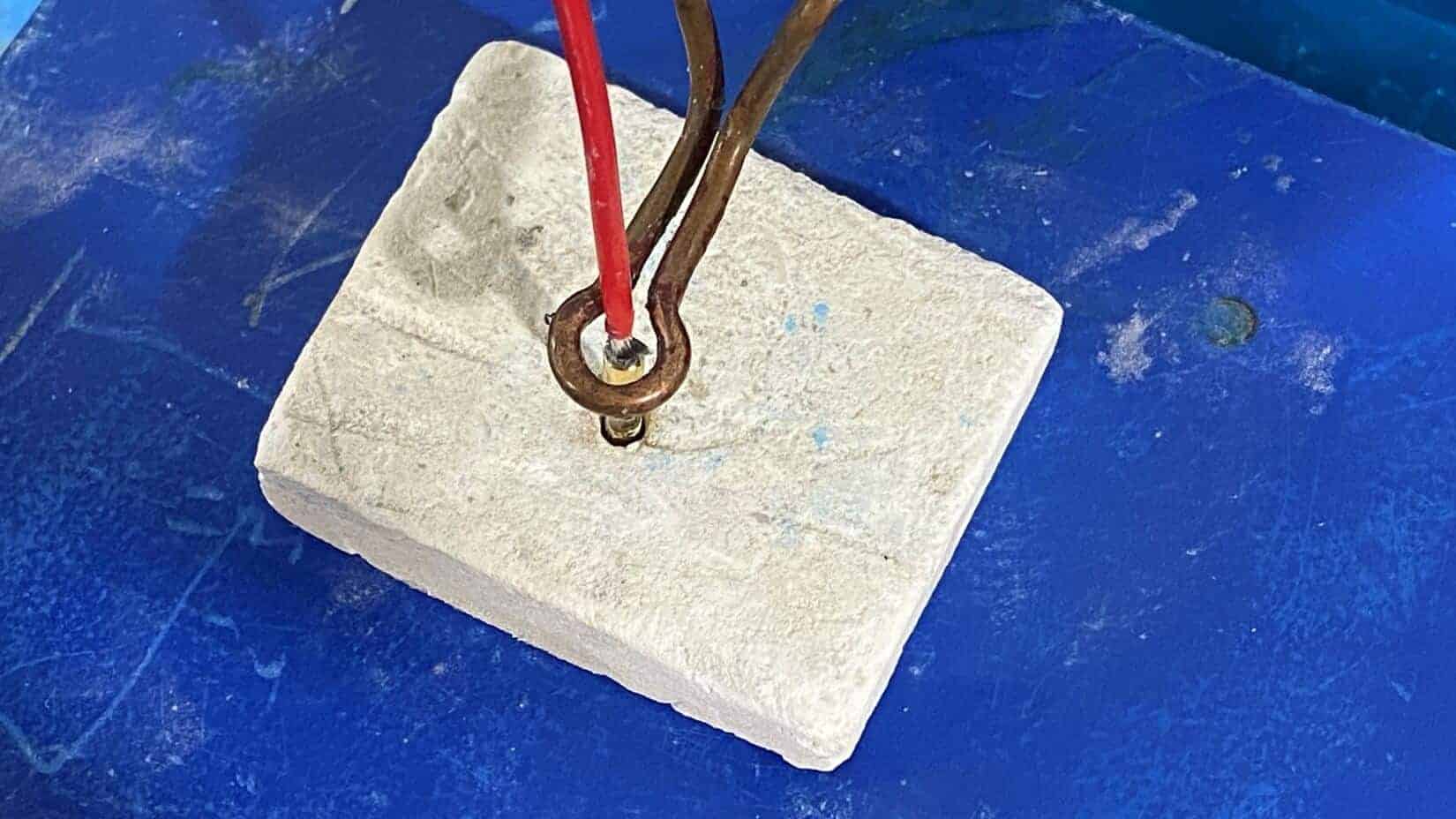
Se aplicó pasta de soldadura por inducción en el interior del receptor del cable, en la patilla y en el extremo pelado del cable. A continuación, se colocó la clavija en su soporte. La bobina de calentamiento por inducción cubrió por completo el receptor de cable. La soldadura por inducción con el sistema de soldadura por inducción portátil DW-UHF-6KW-I se completó en 2 segundos a una potencia de 60% a una temperatura de ~600°F (315°C).

Industria: Aeroespacial y defensa

