Braseado por inducción de tubos de acero inoxidable
Descripción
Soldadura fuerte por inducción de tubos de acero inoxidable con sistema de calentamiento de alta frecuencia
Objetivo de la investigación
Para soldar dos tubos de acero inoxidable a baja temperatura en 20 segundos.
Piezas y materiales Descripción
(2) tubos de acero de 0,350 de diámetro exterior, uno con un ligero ensanchamiento en el borde; alambre de soldadura BAg-24, fundente negro
Temperatura requerida
1330°F
Equipos de calentamiento por inducción
DW-UHF-10kW Alimentación por inducción de RFInductor helicoidal de 4 vueltas (bobina) con un diámetro exterior de 1,5".
Frecuencia de funcionamiento
300 kHz
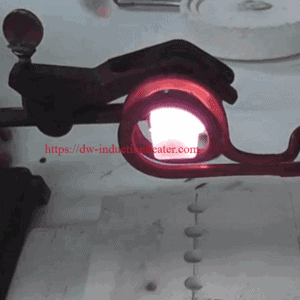
Procedimiento de calentamiento
Las pruebas se realizaron en una atmósfera al aire libre. Se utilizó un inductor helicoidal de cuatro vueltas especialmente diseñado para proporcionar un calentamiento óptimo a la zona de unión. Las pruebas iniciales se realizaron con piezas desnudas y pinturas sensoras de temperatura para establecer el tiempo de calentamiento y los perfiles de calentamiento. El alambre de soldadura fuerte BAg-24 se moldeó en preformas para ajustarlo al diámetro exterior de la sección de tubo recto. También se aplicó fundente negro a ambos tubos. A continuación, se unieron las dos secciones de tubo con las preformas de soldadura fuerte contra la sección de tubo acampanado. Después de aplicar potencia de RF durante 18 segundos, el alambre de soldadura alcanzó una temperatura de 1330°F. El alambre se fundió y fluyó dentro de la junta. Se mantuvo la potencia de RF durante otros dos segundos para garantizar que todo el alambre de soldadura se fundiera.
Conclusión
Se obtuvieron resultados consistentes y repetibles a 1330°F en 20 segundos. El alambre de soldadura se fundió y fluyó uniformemente en la zona de unión.