



Precalentamiento por inducción Soldadura de piezas de automóvil
Descripción
Precalentamiento por inducción Soldadura de piezas de automóvil con equipos de calentamiento por inducción
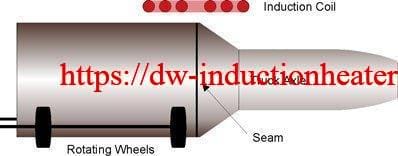
Objetivo Precalentar la costura de un eje de camión a más de 300 °F en 15 segundos para una aplicación de soldadura y mantener la temperatura dentro de la zona de soldadura durante 15 segundos después de encender la máquina.
apagado.
Material Eje de camión de acero; pintura indicadora de temperatura de 350° y 400°F; "crayones" indicadores de temperatura de 350°, 375°y 400°F
Temperatura 350°F
Frecuencia 75 kHz
Equipo Fuente de alimentación DW-HF-35kW, estación de calor remota con cuatro condensadores de 1,2 μF y una bobina de inducción de panqueque especialmente diseñada.
Proceso Se construyó un dispositivo para girar el eje 400° en 15 segundos y se colocó la bobina de inducción encima del eje. La circunferencia del eje (debajo de la bobina) se pintó con pintura indicadora de temperatura de 350° y 400°F. Mientras se giraba el eje, se aplicó potencia de RF durante 15 segundos. Todos los
de la pintura se derritió, confirmando que la temperatura del eje era superior a 400°F. Se desconectó la alimentación de radiofrecuencia y los "lápices" de temperatura se colocaron inmediatamente contra el eje para controlar la temperatura. El crayón de 400°F no se fundió; el de 375°F se fundió durante 15 segundos; el de 350°F se fundió durante 30
segundos.
Resultados El eje de acero se calentó a más de 400 °F en 15 segundos y las temperaturas superiores a 350 °F se mantuvieron durante 30 segundos después de apagar la alimentación, cumpliendo los requisitos de la aplicación de soldadura.



