Placa de acero para forja calentada por inducción
Descripción
Placa de acero de calentamiento por inducción para forja y conformado en caliente
Placa de acero para forja calentada por inducción y el conformado en caliente son excelentes aplicaciones del calentamiento por inducción. Industrial Forja por inducción y conformado en caliente consiste en doblar o dar forma a una palanquilla o bloque metálico después de haberlo calentado a una temperatura en la que su resistencia a la deformación es débil. También pueden utilizarse bloques de materiales no ferrosos. 
Máquinas de calentamiento por inducción o se utilizan hornos convencionales para el proceso de calentamiento inicial. Las palanquillas pueden transportarse a través del inductor mediante un empujador neumático o hidráulico, un rodillo de arrastre, un tractor o una viga móvil. Para medir la temperatura de las palanquillas se utilizan pirómetros sin contacto.
Para doblar o dar forma al metal se utilizan otras máquinas, como prensas mecánicas de impacto, curvadoras y prensas hidráulicas de extrusión.
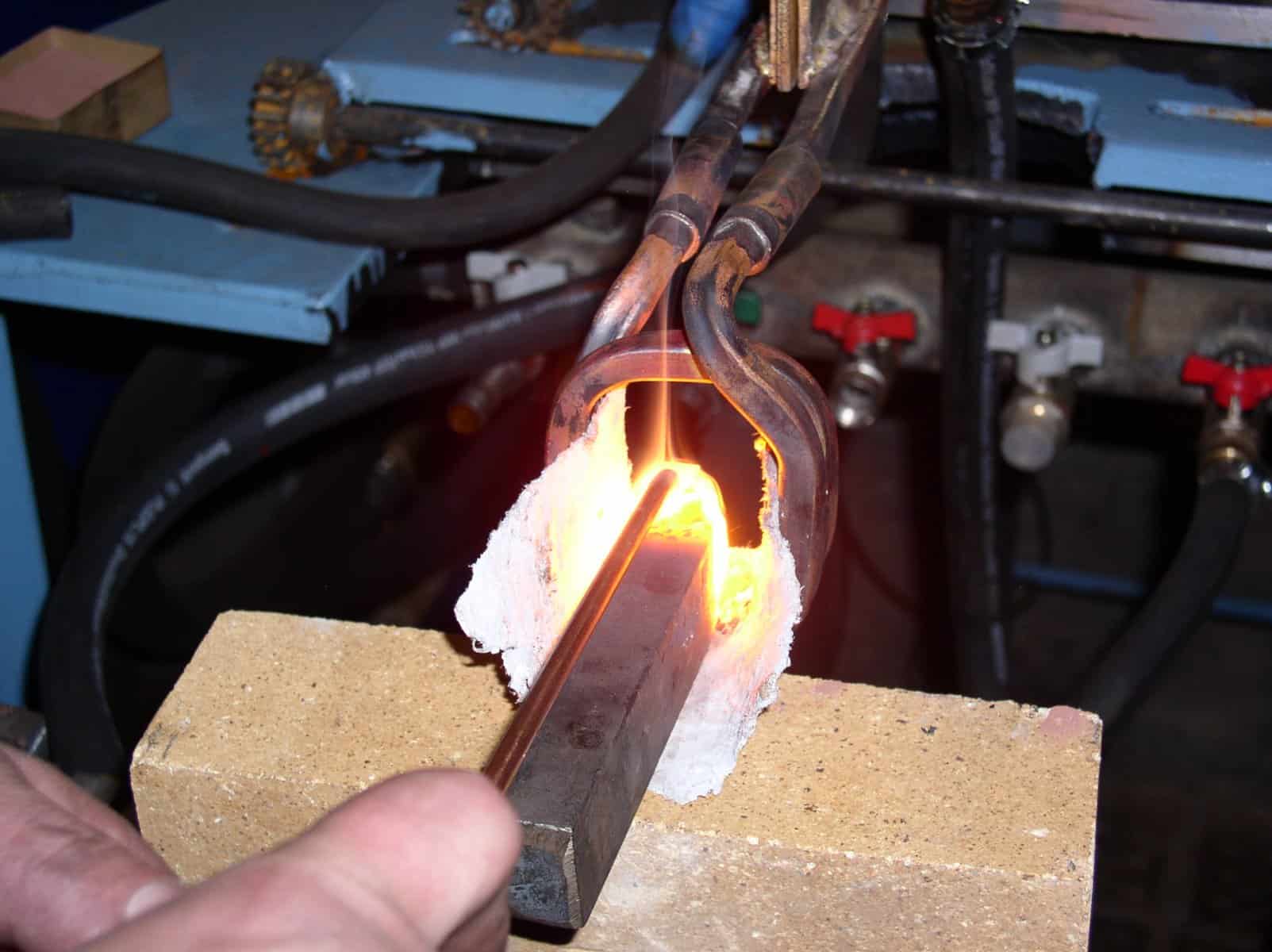
Objetivo: Precalentar una placa de acero (3,9" x 7,5" x 0,75" / 100mm x 190mm x 19mm) antes de forjar para crear una cabeza de azada con el objetivo de aumentar la producción en comparación con el precalentamiento con un horno de gas.
Material: Chapa de acero
Temperatura: 2192 ºF (1200 ºC)
Frecuencia: 7 kHz
Equipos de calentamiento por inducción: DW-MF-125/100, 125 kW sistema de calentamiento por inducción equipado con una estación de calor remota que contiene tres condensadores de 26,8 μF.
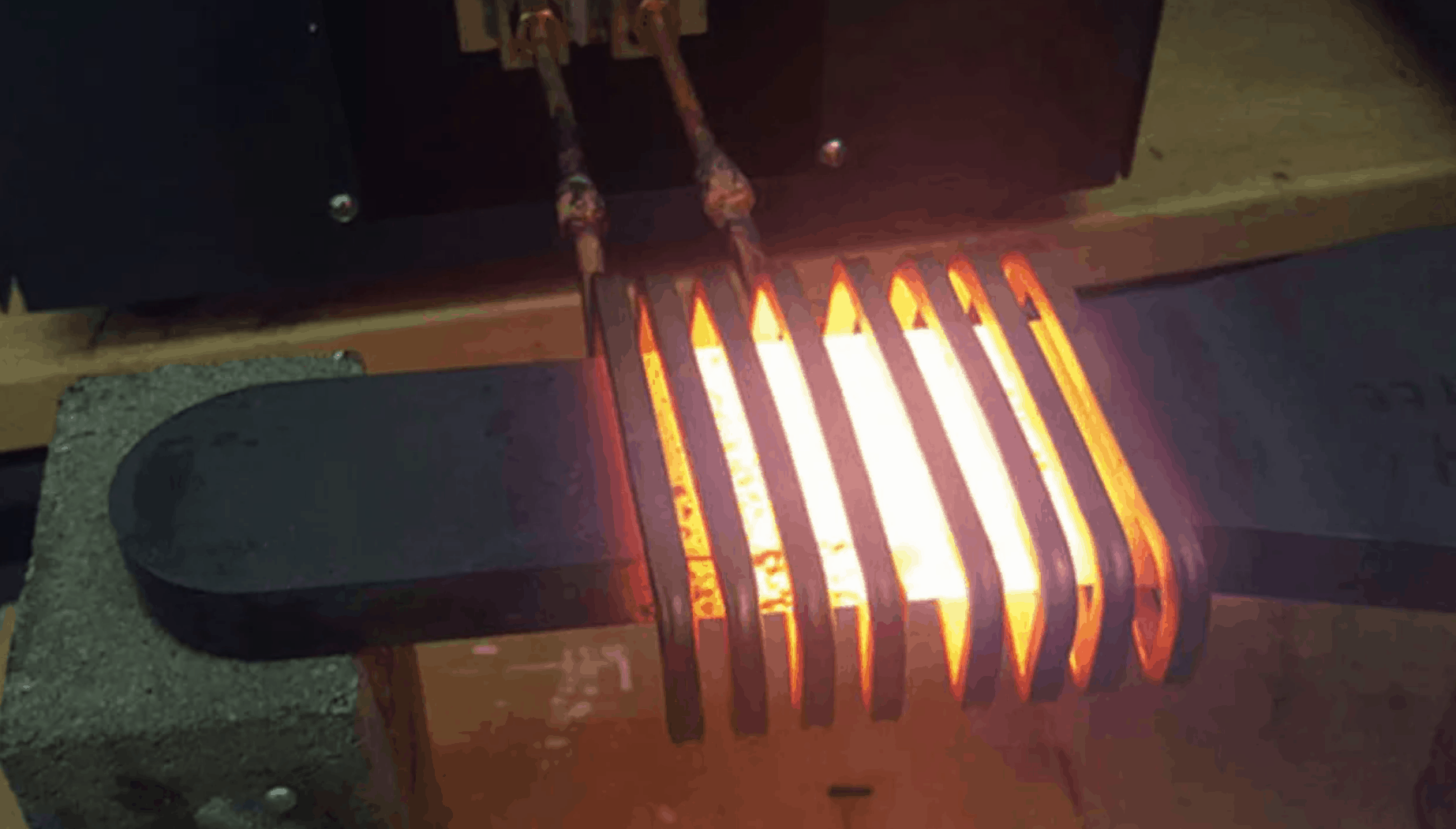
- Una bobina helicoidal multivuelta de tres posiciones diseñada y desarrollada para generar el calor necesario para esta aplicación.
Proceso Se insertó la placa de acero en la bobina helicoidal multivuelta de tres posiciones y se encendió la fuente de alimentación. A los 37 segundos, se introdujo una segunda placa de acero inoxidable, y a los 75 segundos se introdujo una tercera placa de acero inoxidable. A los 115 segundos, se alcanzó la temperatura deseada para la primera pieza, y el proceso continuó.
Tras la puesta en marcha, las piezas pueden calentarse cada 37 segundos a partir de la secuencia en la que se introdujeron. Mientras que el tiempo total del ciclo es de 115
segundos, se puede retirar una pieza cada 37 segundos, lo que permitió que la inducción alcanzara la tasa de producción deseada
y obtendrá beneficios considerables en comparación con el uso de un horno de gas.

Resultados/beneficios
Mayor tasa de producción: El proceso alcanzó una tasa de producción de 100 piezas por hora, mientras que un horno de gas producía 83 piezas por hora.
- Repetibilidad: Este proceso es repetible y puede integrarse en un proceso de producción
- Precisión y eficacia: El calentamiento es preciso y eficiente, y el calor sólo se aplica a las placas de acero
Las temperaturas aproximadas de conformación en caliente de los materiales industriales más utilizados son:
- Acero 1200º C - Latón 750º C - Aluminio 550º C
Aplicaciones totales de conformado en caliente por inducción
Las máquinas de calentamiento por inducción se utilizan habitualmente para calentar palanquillas de acero, barras, bloques de latón y bloques de titanio a la temperatura adecuada para la forja y el conformado en caliente.

Aplicaciones de conformado parcial
El calentamiento por inducción también se utiliza para calentar piezas como extremos de tubos, extremos de ejes, piezas de automoción y extremos de barras para procesos de conformado parcial y forja.
La ventaja del calentamiento por inducción
En comparación con los hornos convencionales, las máquinas de calentamiento por inducción para forja ofrecen importantes ventajas de proceso y calidad:
Tiempos de calentamiento mucho más cortos, lo que minimiza las incrustaciones y la oxidación
Control fácil y preciso de la temperatura Las piezas a temperaturas fuera de las especificaciones se pueden detectar y eliminar
No se pierde tiempo esperando a que el horno alcance la temperatura necesaria.
Automatizado máquinas de calentamiento por inducción requieren un trabajo manual mínimo
El calor puede dirigirse a un punto específico, lo que es muy importante para piezas con una sola zona de conformado.
Mayor eficiencia térmica: el calor se genera en la propia pieza y no es necesario calentarlo en una gran cámara.
Mejores condiciones de trabajo. El único calor presente en el aire es el de las propias piezas. Las condiciones de trabajo son mucho más agradables que con un horno de combustible.