







Maquinaria de moldeo por inyección con calentamiento por inducción
Descripción
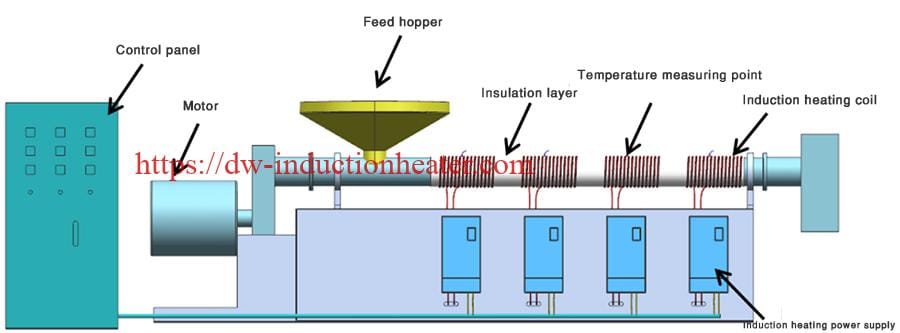
Breve introducción de la maquinaria de moldeo por inyección por calentamiento por inducción y extrusión de plásticos:
Calentamiento por inducción maquinaria de moldeo por inyección / extrusión de plástico es un tipo de calentador de ahorro de energía. Tiene muchas ventajas, como un importante ahorro de energía, calentamiento rápido, alta eficiencia energética, bajo o nulo mantenimiento, etc. También puede reducir la temperatura ambiente generando mucho menos calor. Al instalar el sistema de calentamiento por inducción, no es necesario realizar grandes cambios en el sistema de control eléctrico.
 ¿Dónde puede calentarse por inducción la maquinaria de moldeo por inyección/extrusión de plásticos?
¿Dónde puede calentarse por inducción la maquinaria de moldeo por inyección/extrusión de plásticos?

Se aplica principalmente a máquinas de inyección, extrusión, soplado, trefilado, granulación, reciclado, etc. La aplicación del producto incluye película, lámina, perfil, materia prima, etc. Puede utilizarse para calentar el barril, la brida, el cabezal de la matriz, el tornillo y otras partes de las máquinas. Es excelente para ahorrar energía y enfriar el ambiente de trabajo.
Calentamiento por inducción es el proceso de calentamiento de un objeto conductor de electricidad (normalmente un metal) por inducción electromagnética, en el que se generan corrientes de Foucault en el interior del metal y la resistencia provoca el calentamiento Joule del metal. La propia bobina de inducción no se calienta. El objeto que genera calor es el propio objeto calentado.

¿Por qué y cómo el calentamiento por inducción de la maquinaria de moldeo por inyección/extrusión de plásticos puede ahorrar energía?
En la actualidad, la mayoría de las máquinas de plástico utilizan el método convencional de calentamiento por resistencia, en el que el alambre de resistencia se calienta y luego transfiere el calor al barril a través de la cubierta del calentador, de modo que sólo el calor cerca de la superficie del barril se puede transferir al barril y el calor cerca de la cubierta exterior del calentador se pierde en el aire, lo que provoca un aumento de la temperatura ambiente.
Calentador de inducción El calentador de inducción es una tecnología en la que los campos magnéticos de alta frecuencia que causan que se caliente bu campo electromagnético (EMF) que están rozando entre sí.cuando el barril se calienta y el calor es mínimo,hay muy alta eficiencia de calor y la pérdida de calor mínima para el medio ambiente donde el ahorro de energía podría alcanzar30-80%.Debido al hecho de que la bobina de inducción no está produciendo ningún calor alto y también no hay alambre de resistencia que se oxida y hace que el calentador se queme,el calentador de inducción tiene una vida útil más larga y también menos mantenimiento.
 ¿Cuáles son las ventajas de la maquinaria de moldeo por inyección/extrusión de plásticos por calentamiento por inducción?
¿Cuáles son las ventajas de la maquinaria de moldeo por inyección/extrusión de plásticos por calentamiento por inducción?

- Eficiencia energética 30%-85%
En la actualidad, la maquinaria de transformación de plásticos utiliza principalmente elementos calefactores de resistencia que pueden producir una gran cantidad de calor irradiado al entorno. El calentamiento por inducción es una alternativa ideal para resolver este problema. La temperatura de la superficie de la bobina de calentamiento por inducción oscila entre 50ºC y 90ºC, las pérdidas de calor se minimizan significativamente, proporcionando un ahorro energético de 30%-85%. Por lo tanto, el efecto de ahorro de energía es más evidente cuando el sistema de calentamiento por inducción se utiliza en equipos de calefacción de alta potencia. - Seguridad
El uso del sistema de calentamiento por inducción permite que la superficie de la máquina sea segura al tacto, lo que significa que puede evitar las quemaduras que suelen producirse en las máquinas de plástico que utilizan elementos calefactores de resistencia, proporcionando un lugar de trabajo seguro a los operarios. - Calentamiento rápido, alta eficacia calorífica
En comparación con el calentamiento por resistencia, cuya eficiencia de conversión de energía es de aproximadamente 60%, el calentamiento por inducción tiene una eficiencia superior a 98% en la conversión de electricidad en calor. - Menor temperatura en el puesto de trabajo, mayor comodidad de uso
Tras utilizar el sistema de calentamiento por inducción, la temperatura de todo el taller de producción se reduce en más de 5 grados. - Larga vida útil
A diferencia de los elementos calefactores por resistencia, que tienen que trabajar durante mucho tiempo a alta temperatura, el calentamiento por inducción funciona a una temperatura cercana a la ambiente, por lo que prolonga eficazmente la vida útil. - Control preciso de la temperatura, alto índice de cualificación del producto
El calentamiento por inducción proporciona una inercia térmica baja o nula, por lo que no provocará el rebasamiento de la temperatura. Y la temperatura puede permanecer en el valor establecido de 0,5 grados de diferencia.
¿Cuál es la superioridad del calentamiento por inducción para la maquinaria de moldeo por inyección/extrusión de plásticos en comparación con los calentadores tradicionales?

| Calentador de inducción | Calefactores tradicionales | |
| Método de calentamiento | El calentamiento por inducción es el proceso de calentar un objeto conductor de electricidad (normalmente un metal) por inducción electromagnética, donde se generan corrientes de Foucault dentro del metal y la resistencia provoca el calentamiento Joule del metal. La propia bobina de inducción no se calienta. El objeto generador de calor es el propio objeto calentado. | Los cables de resistencia se calientan directamente y el calor se transfiere por contacto. |
| tiempo de calentamiento | Calentamiento más rápido, mayor eficiencia | calentamiento más lento, menor eficiencia |
| Tasa de ahorro de energía | Ahorrar 30-80% tasa de energía, reducir la temperatura de trabajo | No se puede ahorrar energía |
| Instalación | Fácil de instalar | Fácil de instalar |
| Operación | Fácil de manejar | Fácil de manejar |
| Mantenimiento | Caja de control fácil de sustituir sin apagar la máquina | Fácil de sustituir, pero hay que apagar la máquina |
| Control de la temperatura | Pequeña inercia térmica y control preciso de la temperatura porque el calentador no se calienta por sí mismo. | Gran inercia térmica, baja precisión en el control de la temperatura |
| Calidad del producto | Mayor calidad del producto gracias al control preciso de la temperatura | Menor calidad del producto |
| Seguridad | La cubierta exterior es segura al tacto, menor temperatura superficial, sin fugas eléctricas. | La temperatura en la cubierta exterior es mucho más alta, fácil de quemarse. Fugas eléctricas en caso de funcionamiento incorrecto. |
| Vida útil del calentador | 2-4 años | 1-2 años |
| Vida útil del barril y el tornillo | Mayor vida útil del barril, el tornillo, etc. gracias a la menor frecuencia de cambio de los calentadores. | Menor vida útil del cañón, el tornillo, etc. |
| Medio ambiente | Temperatura ambiente más baja; Sin ruido | Temperatura ambiente mucho más alta y mucho ruido |
Cálculo de la potencia de calentamiento por inducción
En caso de conocer la potencia calorífica del sistema de calefacción existente, seleccionar una potencia adecuada en función de la tasa de carga.
- Tasa de carga ≤ 60%, la potencia aplicable es 80% de la potencia original;
- Tasa de carga entre 60%-80%, seleccione la potencia original;
- Tasa de carga > 80%, la potencia aplicable es 120% de la potencia original;
Cuando se desconoce la potencia calorífica del sistema de calefacción existente
- Para la máquina de moldeo por inyección, la máquina de película soplada y la máquina de extrusión, la potencia debe calcularse como 3W por cm2 según la superficie real del cilindro (barril);
- Para la granuladora de corte seco, la potencia debe calcularse en 4W por cm2 según la superficie real del cilindro (barril);
- Para la granuladora de corte húmedo, la potencia debe calcularse en 8 W por cm2 según la superficie real del cilindro (barril);
Por ejemplo: diámetro del cilindro 160 mm, longitud 1000 mm (es decir, 160 mm = 16 cm, 1000 mm = 100 cm).
Cálculo de la superficie del cilindro 16*3,14*100=5024cm².
Calculado como 3W por cm2: 5024*3=15072W, es decir, 15kW

Máquina de moldeo por inyección con calentamiento por inducción
Productos relacionados
-

Calentadores de fluido térmico por inducción-Calderas de aceite térmico por inducción
-
Secadora de lodos de carbón de tambor de calentamiento por inducción
-
calentador de inducción de bomba de difusión con ahorro de energía y alta velocidad
-
Secador de Limo de Carbón de Tambor de Calentamiento por Inducción-Secador de Arena de Río-Secador de Yeso-Granos de Escoria-Secador de Aserrín por Inducción



