Endurecimiento por inducción de los dientes de la hoja de sierra
Descripción
Templado por inducción de dientes de sierra de hoja
Método de endurecimiento por inducción de los dientes de una hoja de sierra de acero compuesta de "acero de alta velocidad para herramientas", que comprende hacer pasar una corriente de inducción de alta frecuencia a través de los dientes de la hoja, de modo que todas las partículas de los dientes, tanto en la superficie como en el interior de los mismos, se calienten a la temperatura crítica de aproximadamente 2375″ F. sin calentar de manera similar otras partes de la hoja, controlando la frecuencia y la magnitud de la corriente inducida de manera que sustancialmente todos los carburos de los dientes estén en condiciones de disolverse en la matriz austenítica prácticamente tan pronto como el acero alcance la temperatura crítica, y después enfriar los dientes a una temperatura sustancialmente inferior a la temperatura crítica antes de que se produzca un crecimiento sustancial del grano; en lugar de endurecer toda la hoja o simplemente endurecer los dientes por inducción superficial.

Templado por inducción de dientes de sierra para una aplicación de templado; el objetivo es reducir el tiempo de calentamiento
Material : Sección de la hoja de sierra
Temperatura: 1650 ºF (899 ºC)
Frecuencia : 134 kHz
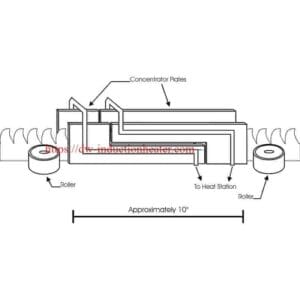
Equipos : DW-UHF-30kW 50-150 kHz sistema de calentamiento por inducción equipado con un cabezal de trabajo remoto que contiene ocho condensadores de 1,0 μF.Una bobina de calentamiento por inducción helicoidal de dos vueltas y múltiples posiciones diseñada y desarrollada específicamente para esta aplicación.

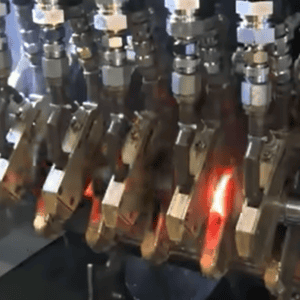
Proceso de endurecimiento por inducción
La bobina de calentamiento por inducción se desarrolló de modo que no concentrara el calor en el valle del borde exterior del diente. La pieza se colocó bajo la bobina a una distancia aproximada de 3,2 mm (1/8") y se conectó la alimentación. Con la DW-UHF de 30 kW fuente de alimentación de calentamiento por inducción la pieza se calienta a la temperatura deseada a una velocidad de cinco dientes por minuto.
cuatro segundos.

Resultados/beneficios
Velocidad: El cliente ya utilizaba inducción, pero quería actualizar a un sistema de mayor potencia para aumentar
su ritmo de producción (antes de utilizar por primera vez la inducción de HLQ, el cliente utilizaba un soplete).
Precisión y repetibilidad: Un soplete no es tan preciso como la inducción ni es repetible, mientras que la inducción puede ser
implementado para ser altamente repetible
Eficacia: El endurecimiento por inducción consume menos energía que un soplete y ofrece un calentamiento instantáneo on/off