Calentamiento por inducción de alambre de cobre para pelar
Descripción
Calentamiento por inducción de alambre de cobre para pelar con equipos de calentamiento de alta frecuencia
Objetivo Calentar alambres de cobre preestañados de varios diámetros a 260°C (500°F) para fundir el estaño y coalescer (fusionar) los alambres para facilitar el pelado.
Material Hilos de cobre preestañado de 0,01 mm de diámetro
Temperatura 260°C (500 °F)
Frecuencia 900 MHz
Equipo DW-UHF-4,5KW fuente de alimentación de inducción de estado sólido equipada con una estación de calor remota que contiene tres condensadores de 100 pF para un total de 300 pF.
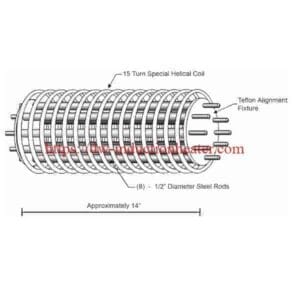
Una bobina de calentamiento por inducción diseñada y desarrollada específicamente para esta aplicación (ver foto).
Proceso Se utiliza una bobina de calentamiento por inducción multivuelta para calentar las distintas muestras de alambre. En el interior de la bobina se coloca un tubo cerámico que sirve de guía para el alambre y lo centra, evitando que
arcos en la bobina. Se realizan pruebas iniciales para garantizar que los hilos de cobre se calientan a la temperatura adecuada. Se determina que los filamentos pueden calentarse para fundir y coalescer el
cobre en 1-2 segundos a esta frecuencia
Resultados/Beneficios El sistema de calentamiento por inducción DW-UHF-4.5KW calienta los alambres de varios diámetros a 500 °F a la velocidad especificada. Hasta 20 kW de potencia a 400 kHz no podrían calentar los pequeños alambres de cobre.