Soldadura por inducción de alambres de cobre con calentadores de alta frecuencia IGBT
Objetivo Soldar dos hilos de cobre a torretas preinstaladas en una barra colectora de cobre.
Material Barra colectora de cobre/níquel soldada por inmersión, 2 hilos de cobre trenzado estañados, varilla de soldadura fuerte
Temperatura 446 ºF (230 ºC)
Frecuencia 230 kHz
Equipo - Sistema de calentamiento por inducción DW-UHF-6kW, equipado con un cabezal de trabajo remoto que contiene un condensador de 1,2μF.
- Una bobina de calentamiento por inducción diseñada y desarrollada específicamente para esta aplicación.
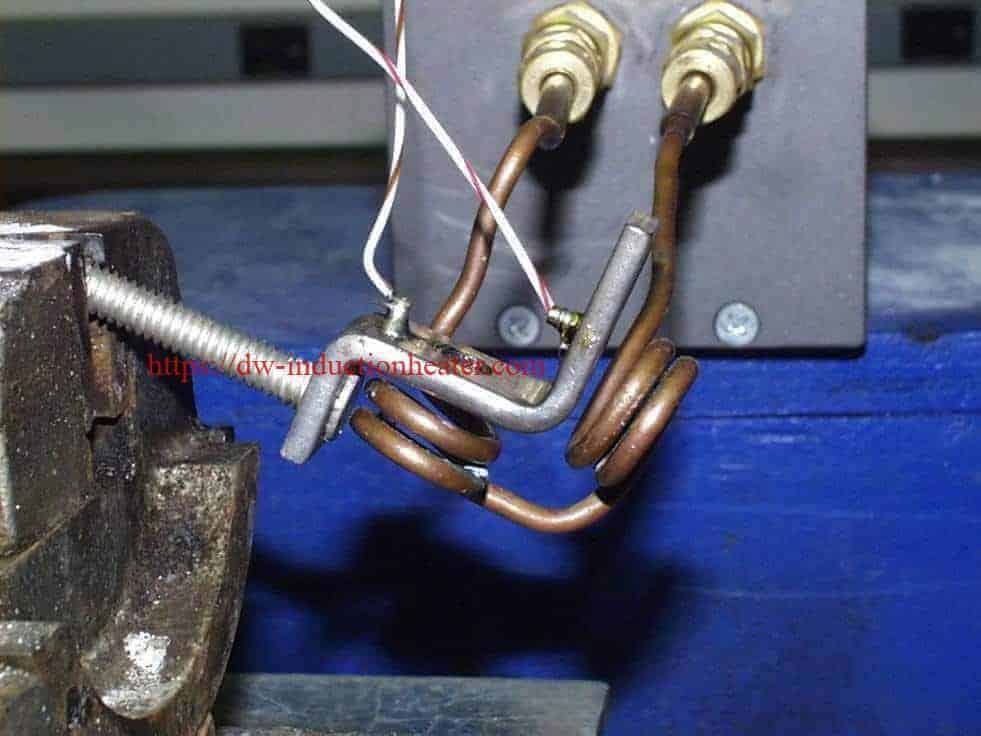
Proceso Se utiliza una bobina helicoidal dividida de cuatro vueltas para soldar el conjunto de la barra colectora. Los 2 hilos de cobre se aplican a las torretas y se aplica corriente durante 30 segundos. La varilla de soldadura se introduce a mano en las piezas calentadas y la soldadura fluye uniformemente, creando la unión.
Resultados/beneficios El calentamiento por inducción proporciona:
- Reducción del tiempo de soldadura
- Distribución uniforme de la calefacción
- Coherencia entre articulaciones