






Induktionslöten von Werkzeugen aus rostfreiem Stahl
Beschreibung
Induktionslöten von Werkzeugen aus rostfreiem Stahl mit RF-Heizgeräten
Ziel der Forschung
Löten von drei Verbindungen an einer zahnärztlichen Prophylaxe-Düseneinheit mit Induktionserwärmung; Verbesserung der Ertragskonsistenz und Reduzierung der Zykluszeit.
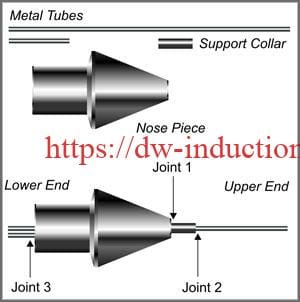
Teile & Materialien Beschreibung
Prophylaxestück aus rostfreiem Stahl, zwei Rohre, Rohrstützring, Hartlötringe, B1-Flussmittel
Erforderliche Temperatur
1400°F
Induktionserwärmungsanlagen
DW-UHF-4.5kW RF-Induktionsheizungs-Stromversorgung, speziell entwickelter Induktor (Spule)
Betriebsfrequenz
400 kHz
Erhitzungsverfahren
Erste Tests wurden durchgeführt, um die Zeit bis zum Erreichen der Temperatur und die Erhitzungsprofile zu ermitteln. Es wurde festgestellt, dass ein zweistufiger Prozess optimale Ergebnisse liefern würde. Für diese Anwendung wurde ein speziell entwickelter, doppelt gewickelter Spiralinduktor mit vier Windungen verwendet, um eine gleichmäßige Erwärmung der Verbindungsbereiche zu erreichen. Die beiden Rohre, der Rohrstützkragen und das Nasenstück wurden zusammengebaut und mit provisorischen Vorrichtungen in Position gehalten. Die Hartlötringe wurden in Position gebracht und eine dünne Schicht B1-Flussmittel wurde auf die gesamte Baugruppe aufgetragen. In der ersten Stufe des Erwärmungsprozesses wurde das obere Rohrende der Baugruppe in die Erwärmungszone gelegt und 10 Sekunden lang Induktionsstrom zugeführt. In der zweiten Stufe wurde die Baugruppe umgedreht und das untere Ende der Baugruppe für weitere 10 Sekunden erwärmt. Die Baugruppe wurde dann entfernt, in heißem Wasser gebadet, um das Flussmittel zu entfernen, und mit heißer Luft trocken geblasen.
Schlussfolgerung
Konsistente, wiederholbare Ergebnisse wurden mit der DW-UHF-4,5kW-Stromversorgung und 10-Sekunden-Heizzyklen erzielt. Jede Lötstelle wurde mit einer gleichmäßigen Filetierung versiegelt




