Induktionsvorwärmschweißen von Kfz-Transaxle
Beschreibung
Induktionsvorwärmschweißen von Kfz-Transaxle
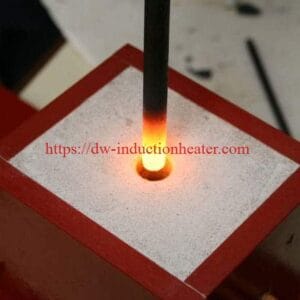
Zielsetzung: Zum Vorwärmen einer Stahlachse mit einem Außendurchmesser von 91 mm (3,6") und drei Schweißnähten auf 350 ºC (662 ºF), wobei jede Schweißnaht innerhalb von fünf Sekunden auf Temperatur gebracht wird
![]() Material: Vom Kunden gelieferte Stahlachse mit einem Außendurchmesser von 3,6" (91 mm)
Material: Vom Kunden gelieferte Stahlachse mit einem Außendurchmesser von 3,6" (91 mm)
Temperatur: 662 ºF (350 ºC)
Häufigkeit: 121 kHz
Ausrüstung: DW-HF-45kW 50-150 kHz Induktionserwärmungsanlage ausgestattet mit einer Fernwärmestation, die acht 1,0 μF-Kondensatoren in Serienparallelschaltung enthält
- Eine Innenbohrung mit einer Position Induktionsheizspule speziell für diese Anwendung konzipiert und entwickelt.
 Induktionsvorwärmverfahren: Die Stahlachse wurde mit einer temperaturanzeigenden Farbe gestrichen und ein Thermoelement wurde an dem Teil angebracht. Die Induktionsheizspule wurde im Inneren der Stahlachse platziert und die Stromversorgung wurde eingeschaltet. Auf diese Weise konnte die Schweißnaht wie vom Kunden gewünscht innerhalb von fünf Sekunden auf 662 ºF (350 ºC) erhitzt werden. Die Stromversorgung kann so programmiert werden, dass sie sich nach der gewünschten Heizzeit - in diesem Fall fünf Sekunden - abschaltet. Dann kann die Spule zur zweiten und dritten Schweißlinie bewegt werden.
Induktionsvorwärmverfahren: Die Stahlachse wurde mit einer temperaturanzeigenden Farbe gestrichen und ein Thermoelement wurde an dem Teil angebracht. Die Induktionsheizspule wurde im Inneren der Stahlachse platziert und die Stromversorgung wurde eingeschaltet. Auf diese Weise konnte die Schweißnaht wie vom Kunden gewünscht innerhalb von fünf Sekunden auf 662 ºF (350 ºC) erhitzt werden. Die Stromversorgung kann so programmiert werden, dass sie sich nach der gewünschten Heizzeit - in diesem Fall fünf Sekunden - abschaltet. Dann kann die Spule zur zweiten und dritten Schweißlinie bewegt werden.
Ergebnisse/Nutzen Prozess: Da sich die Spule in der Achse befindet, ist sie nicht im Weg und kann leicht zur nächsten Schweißlinie verschoben werden.
- Geschwindigkeit: Die Induktion und das vorgeschlagene Verfahren ermöglichen eine Erwärmung der Schweißnähte auf eine Temperatur innerhalb der angestrebten
Zeit
- Kostenlose Labortests: Dies ist ein neues Projekt für den Kunden, und die HLQ-Laborserviceanforderungstests ermöglichten dem Kunden
ihre Anwendung zu testen, und es wurde ein innovativer Ansatz entwickelt