






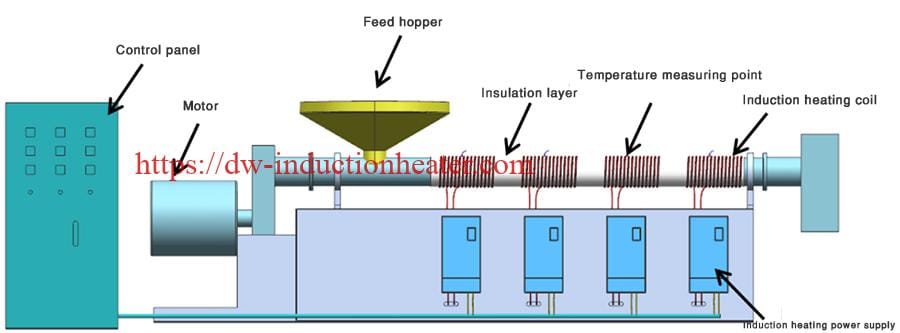
Induktionsheizzylinder für Kunststoffextruder und Spritzgießmaschinen
Beschreibung
Das Induktionsheizfass bietet größere Energieeinsparungen, Zuverlässigkeit und schnellere Reaktion.
Spektakuläre Energieeinsparungen, überragende Zuverlässigkeit und viel schnelleres Ansprechen als bei herkömmlichen Heizbändern sind einige der Vorteile, die ein neu entwickeltes Induktionserwärmungsanlage. Das Heizsystem nutzt die elektromagnetische Induktion - ein altes und bekanntes Prinzip, das zur Beheizung großer Industrieöfen, spezieller Maschinen zum Spritzgießen von geschmolzenem Metall, duroplastischer Formen und einiger japanischer Heißkanaldüsen verwendet wird. Für die Beheizung von Zylindern von Kunststoffextrusions- und Spritzgießmaschinen ist es jedoch ein relativ neues Konzept.
 Die elektromagnetisches Induktionserwärmungssystemeingeführt von HLQ-Induktionsanlagen Co aus China verwandelt das Stahlrohr selbst in einen Widerstandsheizer, indem es elektrische Wirbelströme im Metall nahe der Außenfläche des Rohrs erzeugt. Diese Wirbelströme werden durch elektrischen Strom induziert, der durch ein Kabel fließt, das in einer kontinuierlichen Spule um das Fass gewickelt ist, es aber nicht berührt. Obwohl die anfänglichen Kosten höher sind als bei Heizbändern, macht sich die Induktionserwärmung Berichten zufolge in mehrfacher Hinsicht bezahlt, und zwar je nach Maschinengröße auch schneller. Labormessungen zeigen, dass die Erwärmungseffizienz (im Verhältnis zur verbrauchten Energie) typischer Glimmerheizbänder bei einer Verarbeitungstemperatur von 200-300 Grad Celsius (wie sie beim Spritzgießen üblich ist) wahrscheinlich nur 40-60% beträgt, während die Effizienz eines keramischen Heizbandes 10-15% höher sein kann. Die restliche Energie wird durch Strahlung und Konvektion an die Umgebung abgegeben. Darüber hinaus verliert ein neues Glimmerband nach den ersten sechs Betriebsstunden etwa 10% seiner ursprünglichen Effizienz, weil es sich verdunkelt, wodurch sich sein Oberflächenemissionsgrad und die daraus resultierenden Strahlungsverluste erhöhen. Bei höheren Fasstemperaturen für technische Harze sinkt der Wirkungsgrad sogar noch stärker.
Die elektromagnetisches Induktionserwärmungssystemeingeführt von HLQ-Induktionsanlagen Co aus China verwandelt das Stahlrohr selbst in einen Widerstandsheizer, indem es elektrische Wirbelströme im Metall nahe der Außenfläche des Rohrs erzeugt. Diese Wirbelströme werden durch elektrischen Strom induziert, der durch ein Kabel fließt, das in einer kontinuierlichen Spule um das Fass gewickelt ist, es aber nicht berührt. Obwohl die anfänglichen Kosten höher sind als bei Heizbändern, macht sich die Induktionserwärmung Berichten zufolge in mehrfacher Hinsicht bezahlt, und zwar je nach Maschinengröße auch schneller. Labormessungen zeigen, dass die Erwärmungseffizienz (im Verhältnis zur verbrauchten Energie) typischer Glimmerheizbänder bei einer Verarbeitungstemperatur von 200-300 Grad Celsius (wie sie beim Spritzgießen üblich ist) wahrscheinlich nur 40-60% beträgt, während die Effizienz eines keramischen Heizbandes 10-15% höher sein kann. Die restliche Energie wird durch Strahlung und Konvektion an die Umgebung abgegeben. Darüber hinaus verliert ein neues Glimmerband nach den ersten sechs Betriebsstunden etwa 10% seiner ursprünglichen Effizienz, weil es sich verdunkelt, wodurch sich sein Oberflächenemissionsgrad und die daraus resultierenden Strahlungsverluste erhöhen. Bei höheren Fasstemperaturen für technische Harze sinkt der Wirkungsgrad sogar noch stärker.
Im Gegensatz dazu misst HLQ die Effizienz der induktiven Erwärmung mit etwa 95%. Die Strahlungsverluste werden durch die Isolierhülsen minimiert, die sich während des Betriebs auf eine Temperatur von etwa 60-70 Grad Celsius erwärmen. Die niederohmigen Induktionsspulen bleiben kühl genug, um sie zu berühren.

Wo kann die Induktionserwärmung eingesetzt werden?
Es wird hauptsächlich in Spritzguss-, Extrusions-, Blasfolien-, Drahtzieh-, Granulier- und Recyclingmaschinen usw. eingesetzt. Die Produktanwendung umfasst Folie, Platte, Profil, Rohmaterial usw. Es kann zur Beheizung des Zylinders, des Flansches, des Düsenkopfes, der Schnecke und anderer Maschinenteile verwendet werden. Es ist hervorragend geeignet, um Energie zu sparen und die Arbeitsumgebung zu kühlen.
Induktionserwärmung ist der Prozess der Erwärmung eines elektrisch leitenden Objekts (in der Regel ein Metall) durch elektromagnetische Induktion, wobei Wirbelströme im Metall erzeugt werden und der Widerstand zu einer Joule-Erwärmung des Metalls führt. Die Induktionsspule selbst wird nicht erwärmt. Das wärmeerzeugende Objekt ist das erwärmte Objekt selbst.

Warum und wie kann das Induktionsheizfass Energie sparen?
Derzeit verwenden die meisten Kunststoffmaschinen die herkömmliche Widerstandsheizungsmethode, bei der der Widerstandsdraht erhitzt wird und dann die Wärme über die Heizabdeckung auf den Zylinder übertragen wird, so dass nur die Wärme in der Nähe der Zylinderoberfläche auf den Zylinder übertragen werden kann und die Wärme in der Nähe der äußeren Heizabdeckung an die Luft verloren geht, was einen Anstieg der Umgebungstemperatur verursacht.
Induktionsheizer Wenn das Fass erhitzt wird und die Wärme minimal ist, gibt es eine sehr hohe Wärmeeffizienz und einen minimalen Wärmeverlust an die Umgebung, wo die Energieeinsparung 30-80% erreichen könnte. Aufgrund der Tatsache, dass die Induktionsspule keine hohe Wärme erzeugt und es auch keinen Widerstandsdraht gibt, der oxidiert und dazu führt, dass die Heizung durchbrennt, hat die Induktionsheizung eine längere Lebensdauer und auch weniger Wartung.
 Was sind die Vorteile des Induktionsheizfasses?
Was sind die Vorteile des Induktionsheizfasses?

- Energieeffizienz 30%-85%
Derzeit werden in Kunststoffverarbeitungsmaschinen hauptsächlich Widerstandsheizelemente verwendet, die eine große Menge an Wärme an die Umgebung abgeben können. Die Induktionserwärmung ist eine ideale Alternative, um dieses Problem zu lösen. Die Oberflächentemperatur der Induktionsheizspule liegt zwischen 50ºC und 90ºC, die Wärmeverluste werden erheblich minimiert, was zu Energieeinsparungen von 30%-85% führt. Der Energiespareffekt ist daher deutlicher, wenn das Induktionsheizsystem in Hochleistungsheizgeräten eingesetzt wird. - Sicherheit
Durch die Verwendung eines Induktionsheizsystems kann die Oberfläche der Maschine gefahrlos berührt werden, was bedeutet, dass Verbrennungen, wie sie bei Kunststoffmaschinen mit Widerstandsheizelementen häufig vorkommen, vermieden werden können, so dass ein sicherer Arbeitsplatz für die Bediener entsteht. - Schnelle Erwärmung, hohe Heizleistung
Im Vergleich zur Widerstandserwärmung, deren Energieumwandlungswirkungsgrad bei etwa 60% liegt, hat die Induktionserwärmung einen Wirkungsgrad von über 98% bei der Umwandlung von Strom in Wärme. - Niedrigere Arbeitsplatztemperatur, höherer Bedienkomfort
Nach dem Einsatz des Induktionserwärmungssystems wird die Temperatur in der gesamten Produktionshalle um mehr als 5 Grad gesenkt. - Lange Lebensdauer
Im Gegensatz zu Widerstandsheizelementen, die lange Zeit bei hohen Temperaturen arbeiten müssen, arbeitet die Induktionserwärmung in der Nähe der Umgebungstemperatur, wodurch die Lebensdauer effizient verlängert wird. - Präzise Temperaturkontrolle, hohe Produktqualifikationsrate
Die Induktionserwärmung bietet eine geringe oder keine thermische Trägheit, so dass es nicht zu einem Überschwingen der Temperatur kommt. Und die Temperatur kann auf dem eingestellten Wert von 0,5 Grad Unterschied bleiben.
 Worin besteht die Überlegenheit des Induktionserwärmungszylinders für die Kunststoffextrusion im Vergleich zu herkömmlichen Erhitzern?
Worin besteht die Überlegenheit des Induktionserwärmungszylinders für die Kunststoffextrusion im Vergleich zu herkömmlichen Erhitzern?

| Induktionsheizer | Traditionelle Heizgeräte | |
| Heizverfahren | Bei der Induktionserwärmung wird ein elektrisch leitendes Objekt (in der Regel ein Metall) durch elektromagnetische Induktion erwärmt, wobei im Metall Wirbelströme erzeugt werden und der Widerstand zu einer Joule-Erwärmung des Metalls führt. Die Induktionsspule selbst wird nicht erwärmt. Das wärmeerzeugende Objekt ist das erwärmte Objekt selbst. | Widerstandsdrähte werden direkt erhitzt und die Wärme wird durch Kontakt übertragen. |
| Aufheizzeit | Schnelleres Aufheizen, höhere Effizienz | langsameres Aufheizen, geringerer Wirkungsgrad |
| Energiesparquote | Sparen Sie 30-80% Energie, reduzieren Sie die Arbeitstemperatur | Kann keine Energie sparen |
| Einrichtung | Einfach zu installieren | Einfach zu installieren |
| Operation | Einfach zu bedienen | Einfach zu bedienen |
| Wartung | Die Steuereinheit kann leicht ausgetauscht werden, ohne dass die Maschine ausgeschaltet werden muss. | Einfach auszutauschen, aber die Maschine muss ausgeschaltet werden |
| Temperaturkontrolle | Geringe thermische Trägheit und präzise Temperaturregelung, da sich das Heizgerät nicht von selbst erwärmt. | Große thermische Trägheit, geringe Genauigkeit bei der Temperaturregelung |
| Qualität der Produkte | Höhere Produktqualität durch präzise Temperaturkontrolle | Geringere Produktqualität |
| Sicherheit | Die äußere Ummantelung ist berührungssicher, die Oberflächentemperatur ist niedriger, es gibt keine elektrischen Lecks. | Die Temperatur am Außenmantel ist viel höher, man kann sich leicht verbrennen. Elektrisches Leck bei falscher Bedienung. |
| Nutzungsdauer des Heizgeräts | 2-4Jahre | 1-2 Jahre |
| Lebensdauer des Zylinders und der Schnecke | Längere Lebensdauer von Zylinder, Schnecke usw. durch weniger häufigen Heizungswechsel. | Kürzere Nutzungsdauer von Zylinder, Schraube usw. |
| Umwelt | Niedrigere Umgebungstemperatur; Kein Lärm | Viel höhere Umgebungstemperatur und viel Lärm |
Berechnung der Induktionsheizleistung
Wenn die Heizleistung der vorhandenen Heizungsanlage bekannt ist, ist die Auswahl einer geeigneten Leistung entsprechend der Lastrate
- Belastungsrate ≤ 60%, anwendbare Leistung ist 80% der ursprünglichen Leistung;
- Lastrate zwischen 60%-80%, wählen Sie die ursprüngliche Leistung;
- Lastrate > 80%, anwendbare Leistung ist 120% der ursprünglichen Leistung;
Wenn die Heizleistung der vorhandenen Heizungsanlage unbekannt ist
- Bei Spritzgieß-, Blasfolien- und Extrusionsmaschinen sollte die Leistung mit 3 W pro cm2 entsprechend der tatsächlichen Oberfläche des Zylinders (Zylinders) berechnet werden;
- Für eine Trockenschnitt-Granuliermaschine sollte die Leistung mit 4 W pro cm2 entsprechend der tatsächlichen Oberfläche des Zylinders (der Trommel) berechnet werden;
- Für eine Nassschnitt-Granuliermaschine sollte die Leistung mit 8 W pro cm2 entsprechend der tatsächlichen Oberfläche des Zylinders (der Trommel) berechnet werden;
Zum Beispiel: Zylinderdurchmesser 160mm, Länge 1000mm (d.h. 160mm=16cm, 1000mm=100cm)
Berechnung der Fläche des Zylinders: 16*3,14*100=5024cm²
Berechnung als 3 W pro cm2: 5024*3=15072W, d.h. 15kW




