
Induktionshärtung der Oberfläche von Stahlrohren
Beschreibung
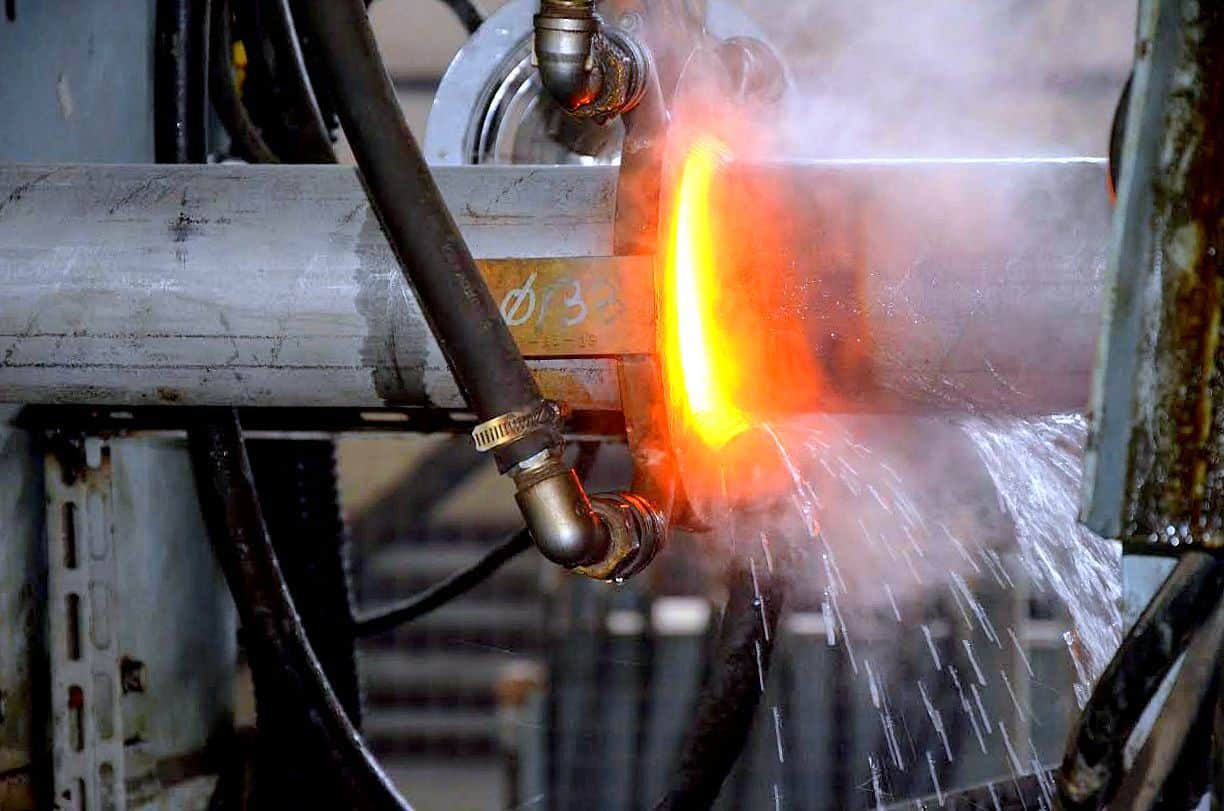
Induktionshärten von Stahlrohr-Oberflächensegmenten
Zielsetzung: Induktionshärtung wird in einem Verfahren zum Härten eines Stahlrohrsegments verwendet, um die Verschleißfestigkeit zu verbessern
Material: Stahlrohrsegmente: 40 mm (1,6") Außendurchmesser, 3 mm (0,125") Wandstärke, 50 mm (2") hoch
Temperatur: 1832 ºF (1000 ºC)
Häufigkeit: 88 kHz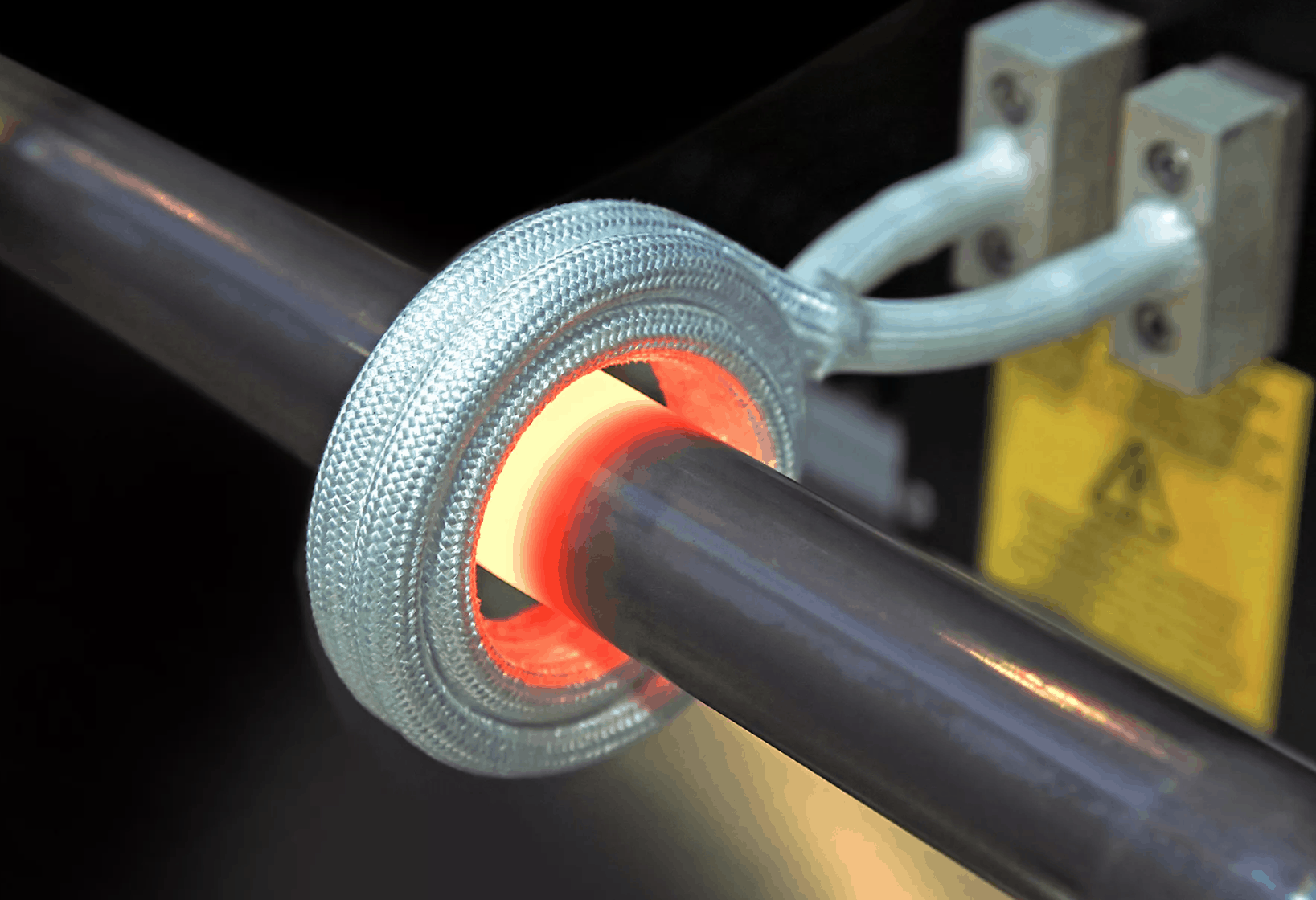
Induktionserwärmungsanlagen: DW-UHF-30 kW, 100kHz Induktionserwärmungsanlageausgestattet mit einem abgesetzten Arbeitskopf, der vier 2,0 μF-Kondensatoren (insgesamt 2 μF) enthält.
- Ein Induktionsheizspule speziell für diese Anwendung konzipiert und entwickelt, um die Bandbreite der Draht
Durchmessern.

Induktiver Erwärmungsprozess: Zur Erwärmung der Stahlhülse wird eine spiralförmige Spule mit fünf Windungen verwendet. Der Abstand zwischen den Windungen der Spule wird so eingestellt, dass das Stahlteil gleichmäßig erhitzt wird. Die Teile werden nach dem Wärmezyklus in einer 7%-Polymerabschreckung abgeschreckt, um eine Härte von RC40 zu erreichen.
Induktionserwärmung Erzählung: Enttäuscht über das niedrige Qualitätsniveau eines zuvor ausgelagerten Prozesses, nutzt der Kunde die Induktionstechnik, um die Wärmebehandlung und die Kontrolle der Qualität des Endprodukts im eigenen Haus durchzuführen.
Ergebnisse/Vorteile Induktionserwärmung bietet:
- Wärme direkt in das Teil, spart Energie und Zeit
- präzise Steuerung der Heizung
- gleichmäßige Verteilung der Wärme entlang des Teils
- schnellere Produktionsraten & höhere Produktion
- ein flammenloses Verfahren