



Induktionserwärmung von Stahlplatten zum Schmieden
Beschreibung
Induktionserwärmung von Stahlplatten für Schmieden und Warmumformung
Induktionserwärmung von Stahlplatten zum Schmieden und Warmumformung sind hervorragende Anwendungen für die Induktionserwärmung. Industrie Induktionsschmieden und Warmumformung Bei diesen Verfahren wird ein Knüppel oder Vorblock aus Metall gebogen oder geformt, nachdem er auf eine Temperatur erwärmt wurde, bei der seine Verformungsfähigkeit gering ist. Es können auch Blöcke aus Nichteisenwerkstoffen verwendet werden. 
Induktionserwärmungsmaschinen oder konventionelle Öfen werden für den ersten Erwärmungsprozess verwendet. Die Knüppel können mit einem pneumatischen oder hydraulischen Stößel, einem Quetschwalzenantrieb, einem Traktorantrieb oder einem Hubbalken durch den Induktor transportiert werden. Die Knüppeltemperatur wird mit berührungslosen Pyrometern gemessen.
Andere Maschinen wie mechanische Schlagpressen, Biegemaschinen und hydraulische Strangpressen werden zum Biegen oder Formen des Metalls eingesetzt.
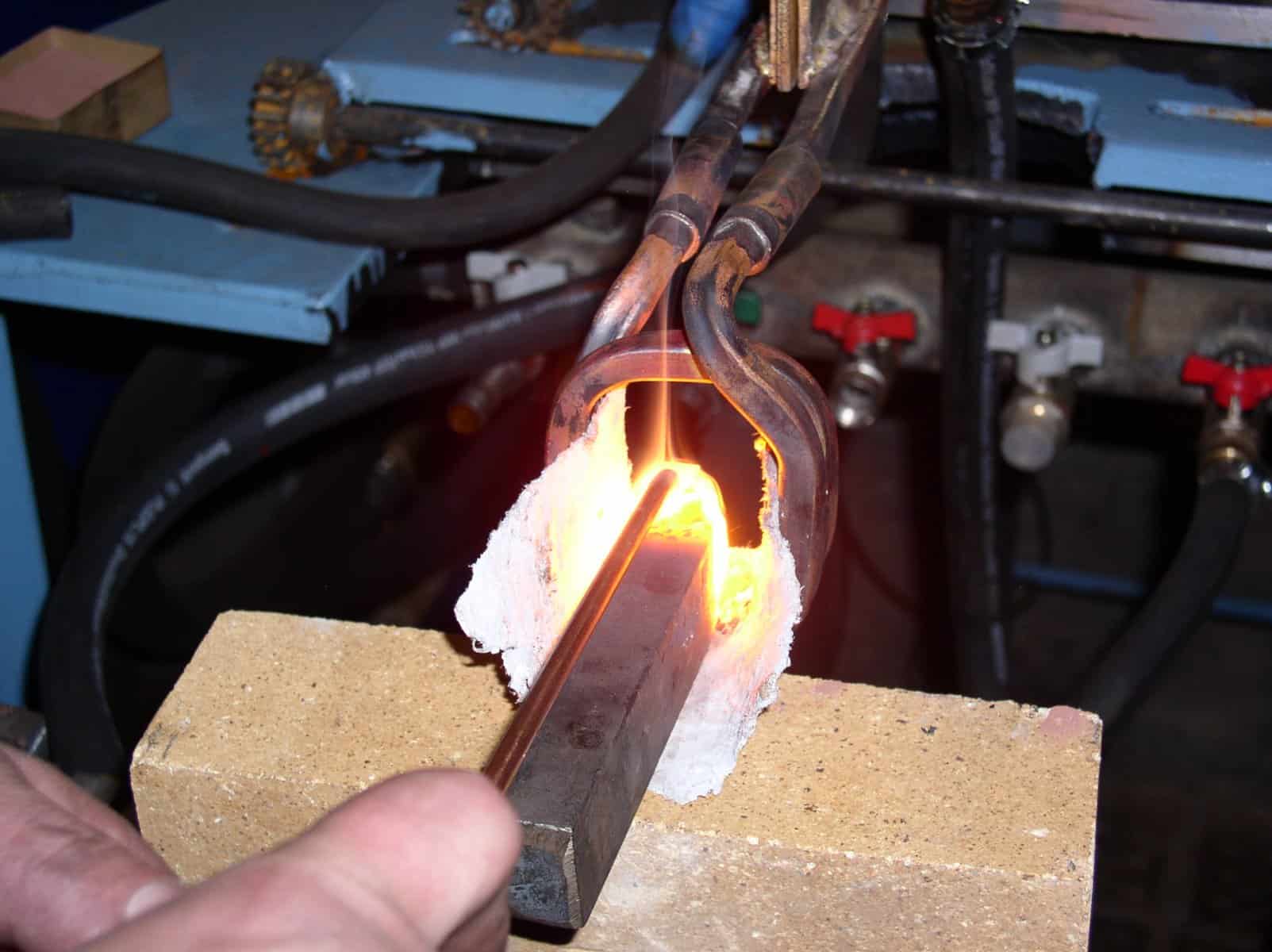
Zielsetzung: Vorwärmen einer Stahlplatte (3,9" x 7,5" x 0,75" / 100mm x 190mm x 19mm) vor dem Schmieden zur Herstellung eines Haukopfes mit dem Ziel der Produktionssteigerung im Vergleich zum Vorwärmen mit einem Gasofen.
Material: Stahlplatte
Temperatur: 2192 ºF (1200 ºC)
Häufigkeit: 7 kHz
Induktionserwärmungsanlagen: DW-MF-125/100, 125 kW Induktionserwärmungsanlage ausgestattet mit einer Fernwärmestation, die drei 26,8 μF-Kondensatoren enthält.
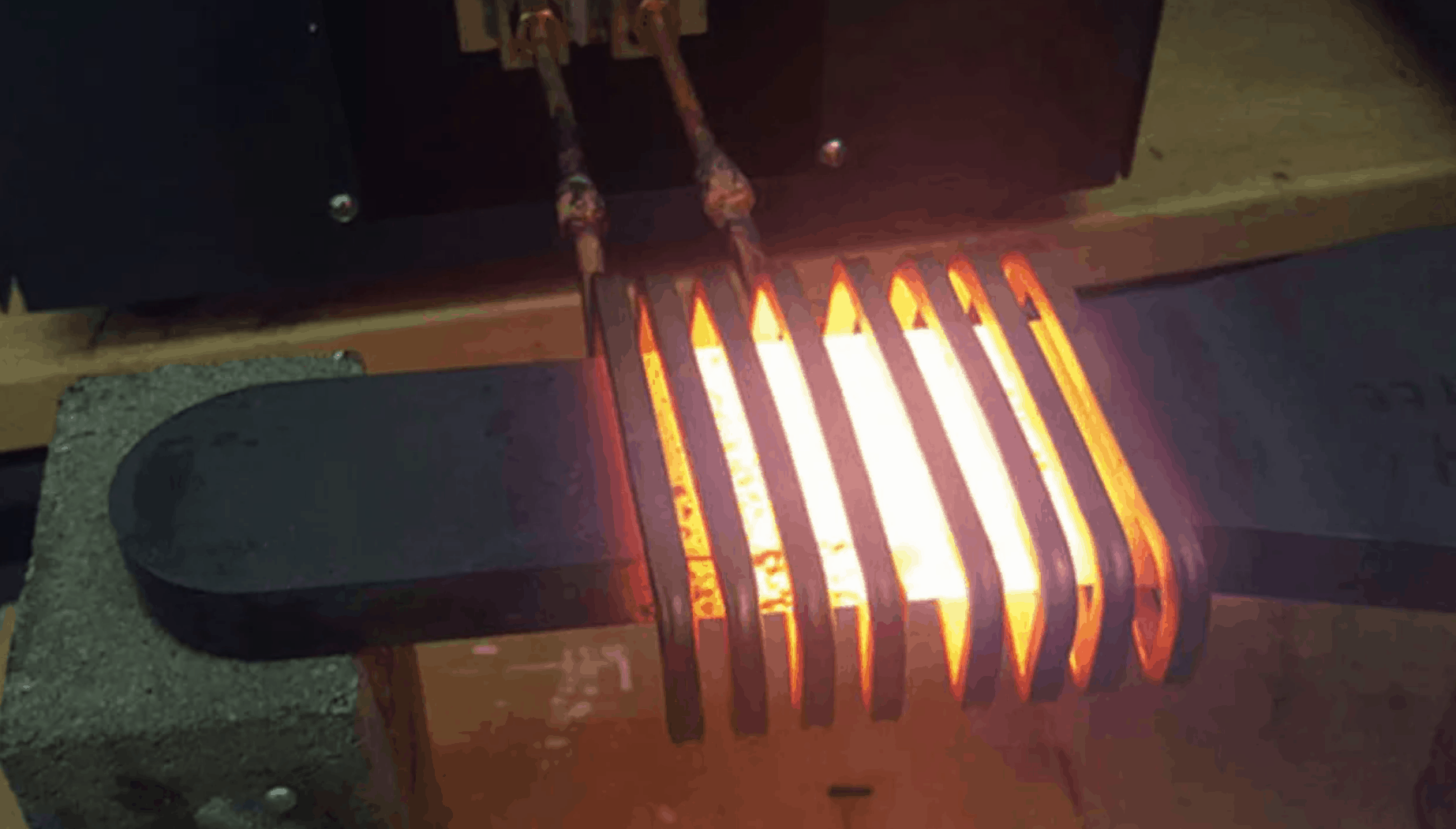
- Eine spiralförmige Spule mit drei Positionen und mehreren Windungen wurde entwickelt, um die für diese Anwendung erforderliche Wärme zu erzeugen.
Prozess Die Stahlplatte wurde in die dreistufige Wendelspule eingeführt und die Stromversorgung eingeschaltet. Nach 37 Sekunden wurde eine zweite Edelstahlplatte und nach 75 Sekunden eine dritte Edelstahlplatte eingelegt. Nach 115 Sekunden war die gewünschte Temperatur für das erste Teil erreicht, und der Prozess wurde fortgesetzt.
Nach dem Einschalten können die Teile alle 37 Sekunden in der Reihenfolge, in der sie eingegeben wurden, erhitzt werden. Während die Gesamtzykluszeit 115
Sekunden kann alle 37 Sekunden ein Teil entnommen werden, wodurch die Induktion die gewünschte Produktionsrate erreichen kann.
und erzielen im Vergleich zu einem Gasofen erhebliche Vorteile.

Ergebnisse/Nutzen
Höhere Produktionsrate: Das Verfahren erreichte eine Produktionsrate von 100 Teilen pro Stunde, während ein Gasofen 83 Teile pro Stunde produzierte.
- Reproduzierbarkeit: Dieser Prozess ist wiederholbar und kann in einen Produktionsprozess integriert werden.
- Präzision und Effizienz: Die Erwärmung ist präzise und effizient, da die Wärme nur auf die Stahlplatten übertragen wird
Die ungefähren Warmumformungstemperaturen der am häufigsten verwendeten industriellen Werkstoffe sind:
- Stahl 1200º C - Messing 750º C - Aluminium 550º C
Total Induktion Warmumformung Anwendungen
Induktionserwärmungsmaschinen werden üblicherweise zum Erwärmen von Stahlknüppeln, Stangen, Messingblöcken und Titanblöcken auf die richtige Temperatur zum Schmieden und Warmumformen verwendet.

Anwendungen der Teilumformung
Die Induktionserwärmung wird auch zur Erwärmung von Teilen wie Rohrenden, Achsenden, Automobilteilen und Stangenenden für partielle Umform- und Schmiedeverfahren verwendet.
Der Vorteil der Induktionserwärmung
Im Vergleich zu konventionellen Öfen bieten Induktionserwärmungsanlagen für das Schmieden erhebliche Prozess- und Qualitätsvorteile:
Deutlich kürzere Erhitzungszeiten, wodurch Verzunderung und Oxidation minimiert werden
Einfache und genaue Temperaturkontrolle. Teile mit Temperaturen außerhalb der Spezifikationen können erkannt und entfernt werden
Keine Zeitverluste durch das Warten auf das Hochfahren des Ofens auf die erforderliche Temperatur
Automatisiert Induktionserwärmungsmaschinen minimale manuelle Arbeit erfordern
Die Wärme kann auf einen bestimmten Punkt gelenkt werden, was bei Teilen mit nur einer Formfläche sehr wichtig ist.
Höhere thermische Effizienz - die Wärme wird im Teil selbst erzeugt und muss nicht in einer großen Kammer erhitzt werden.
Bessere Arbeitsbedingungen. Die einzige Wärme, die in der Luft vorhanden ist, ist die der Teile selbst. Die Arbeitsbedingungen sind viel angenehmer als bei einem Brennstoffofen.



