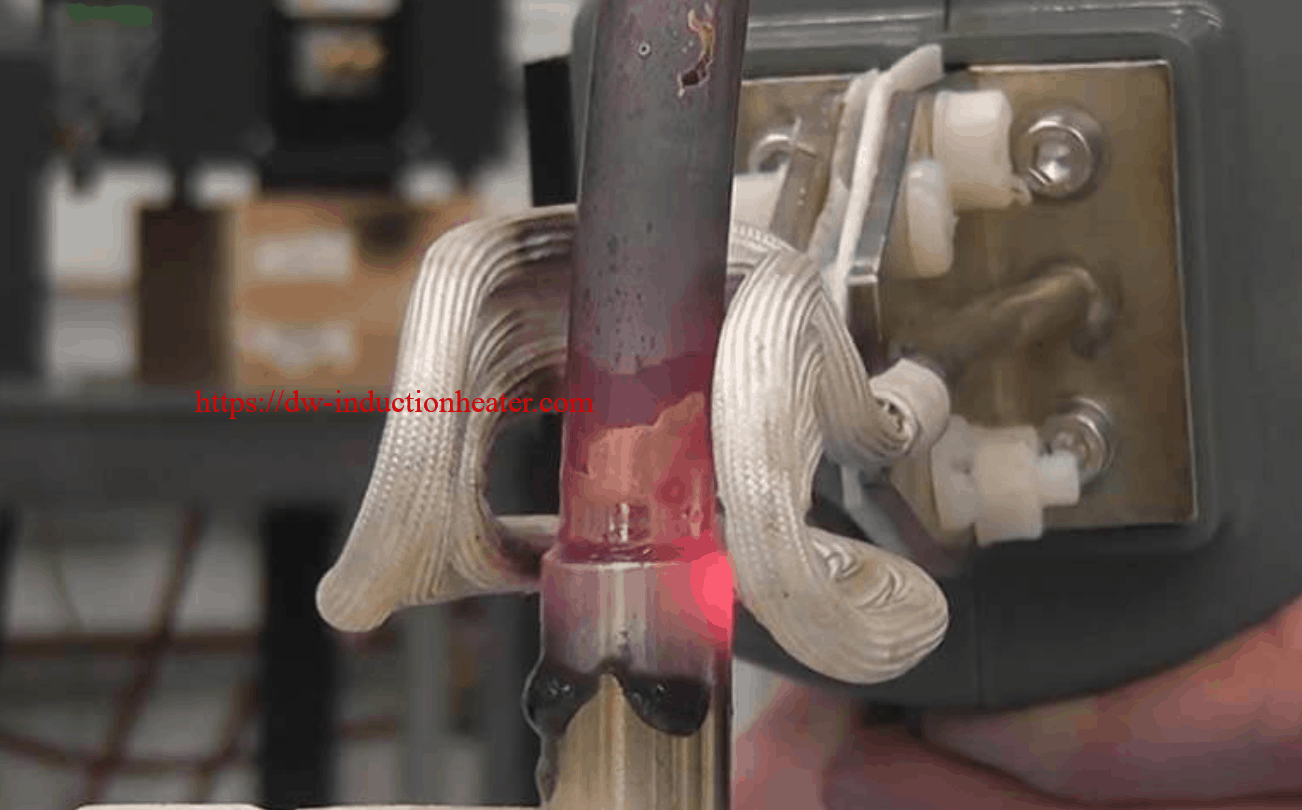
HLQ Induktionsheizsysteme sind wertsteigernde Systeme, die direkt in die Fertigungszelle eingebaut werden können, wodurch Ausschuss und Abfall reduziert werden und keine Brenner benötigt werden. Die Systeme können für die manuelle Steuerung, halbautomatisch und bis hin zu vollautomatischen Systemen konfiguriert werden. HLQ-Induktionslötanlagen sorgen wiederholt für saubere, leckagefreie Verbindungen bei einer Vielzahl von Teilen wie Kraftstoffleitungen, Wärmetauschern, Gasverteilern, Verteilern, Hartmetallwerkzeugen und vielem mehr.

Grundsätze des Induktionslötens und -lötens
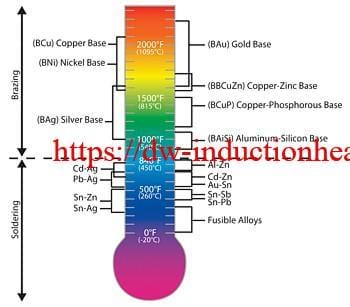
Hart- und Weichlöten sind Verfahren zum Verbinden gleichartiger oder ungleichartiger Werkstoffe unter Verwendung eines kompatiblen Zusatzwerkstoffs. Zu den Zusatzwerkstoffen gehören Blei, Zinn, Kupfer, Silber, Nickel und ihre Legierungen. Bei diesen Verfahren schmilzt nur die Legierung und erstarrt, um die Grundwerkstoffe der Werkstücke zu verbinden. Der Zusatzwerkstoff wird durch Kapillarwirkung in die Verbindung gezogen. Lötverfahren werden bei Temperaturen unter 450°C (840°F) durchgeführt, während Hartlötanwendungen bei Temperaturen über 450°C (840°F) bis zu 1150°C (2100°F) durchgeführt werden.
 Der Erfolg dieser Verfahren hängt von der Konstruktion der Baugruppe, dem Abstand zwischen den zu verbindenden Oberflächen, der Sauberkeit, der Prozesskontrolle und der richtigen Auswahl der für einen wiederholbaren Prozess erforderlichen Ausrüstung ab.
Der Erfolg dieser Verfahren hängt von der Konstruktion der Baugruppe, dem Abstand zwischen den zu verbindenden Oberflächen, der Sauberkeit, der Prozesskontrolle und der richtigen Auswahl der für einen wiederholbaren Prozess erforderlichen Ausrüstung ab.
Die Sauberkeit wird in der Regel durch das Einbringen eines Flussmittels erreicht, das Schmutz oder Oxide bedeckt und auflöst und sie aus der Lötstelle verdrängt.
Induktionslötzusatzwerkstoffe
Induktionslote können je nach Verwendungszweck in einer Vielzahl von Formen, Größen und Legierungen vorliegen. Bänder, vorgeformte Ringe, Pasten, Drähte und vorgeformte Unterlegscheiben sind nur einige der Formen und Legierungen, die man finden kann.

Die Entscheidung, eine bestimmte Legierung und/oder Form zu verwenden, hängt weitgehend von den zu verbindenden Grundwerkstoffen, der Platzierung während der Verarbeitung und der Einsatzumgebung ab, für die das Endprodukt bestimmt ist.
Viele Vorgänge werden heute in einer kontrollierten Atmosphäre mit einem Schutzgasmantel oder einer Kombination aus Schutz- und Aktivgasen durchgeführt, um den Vorgang abzuschirmen und die Notwendigkeit eines Flussmittels auszuschließen. Diese Methoden haben sich bei einer Vielzahl von Materialien und Teilekonfigurationen bewährt und ersetzen oder ergänzen die Atmosphärenofentechnologie mit einem Just-in-Time-Einzelteilflussverfahren.
Spielraum beeinflusst die Stärke
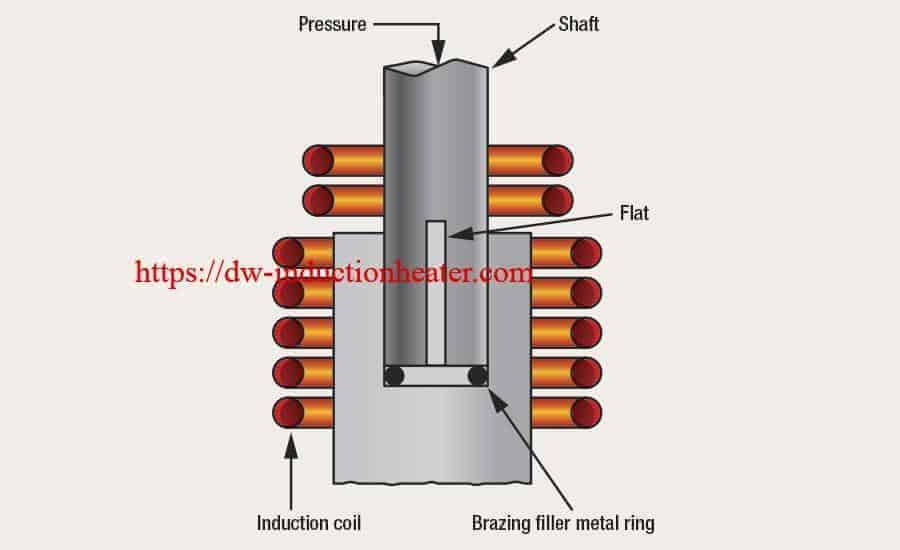
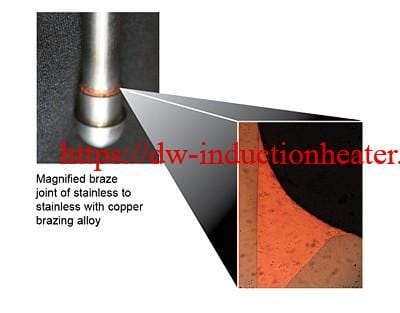
Der Abstand zwischen den zu verbindenden Flächen bestimmt die Menge des Hartlots, die Kapillarwirkung/das Eindringen der Legierung und damit die Festigkeit der fertigen Verbindung. Die besten Voraussetzungen für herkömmliche Silberlötanwendungen sind 0,002 Zoll (0,050 mm) bis 0,005 Zoll (0,127 mm) Gesamtabstand. Bei Aluminium sind es typischerweise 0,004 Zoll (0,102 mm) bis 0,006 Zoll (0,153 mm). Bei größeren Abständen bis zu 0,380 mm (0,015 Zoll) ist die Kapillarwirkung in der Regel nicht ausreichend für eine erfolgreiche Lötung.
![]()
Beim Hartlöten von Kupfer (über 1650°F / 900°C) muss die Verbindungstoleranz auf ein absolutes Minimum beschränkt werden, und in einigen Fällen ist eine Presspassung bei Umgebungstemperatur erforderlich, um minimale Verbindungstoleranzen bei der Löttemperatur zu gewährleisten.
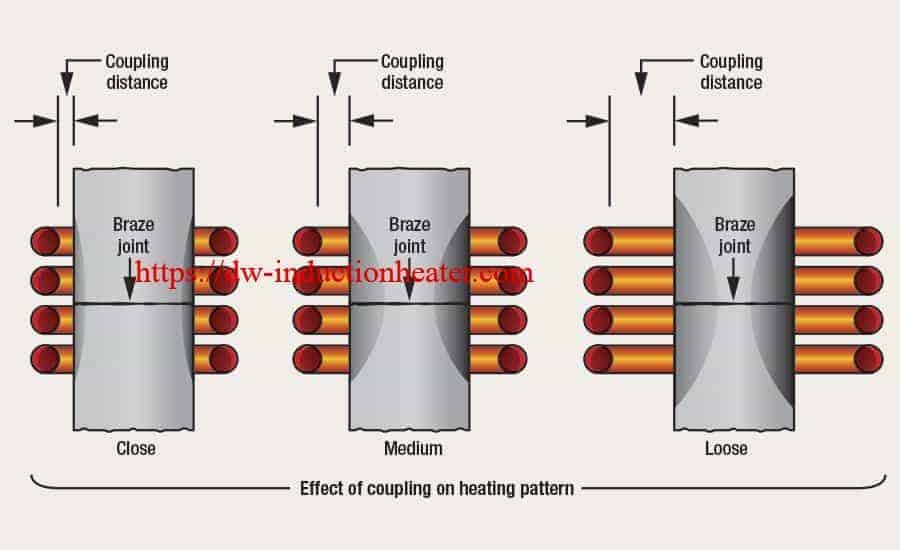
Die induktive Erwärmung hat sich aus vielen Gründen als wertvolles Hilfsmittel für den Fügeprozess erwiesen. Der schnelle Vorlauf und die präzise Wärmesteuerung bieten die Möglichkeit der lokalen Erwärmung von hochfesten Bauteilen, ohne die Materialeigenschaften wesentlich zu verändern. Sie ermöglicht auch das Hartlöten schwieriger Werkstoffe wie Aluminium sowie das sequenzielle Hartlöten mehrerer Legierungen und das Löten von nahe beieinander liegenden Verbindungen.
Die induktive Erwärmung beim Hart- und Weichlöten lässt sich leicht an die Methoden der Fertigungsstraße anpassen und ermöglicht eine strategische Anordnung der Geräte in einer Montagelinie und, falls erforderlich, eine ferngesteuerte Erwärmung. Häufig ermöglicht das Induktionslöten eine Verringerung der erforderlichen Anzahl von Teilevorrichtungen, wobei die minimale Erwärmung der Vorrichtungen die Lebensdauer erhöht und die Genauigkeit der Ausrichtung der zu verbindenden Komponenten beibehält. Da der Bediener die Induktionsheizquelle nicht führen muss, hat er beide Hände frei, um die Baugruppen für das Fügen vorzubereiten.
 HLQ Induktionslötanlage bietet Qualität, Konsistenz, einen konfigurierbaren Durchsatz und schnell umrüstbare Werkzeuge für verschiedene Produktionsanforderungen. Die Radyne-Produktlinie für Induktionslöten und Löten bietet Standardlösungen für das Löten:
HLQ Induktionslötanlage bietet Qualität, Konsistenz, einen konfigurierbaren Durchsatz und schnell umrüstbare Werkzeuge für verschiedene Produktionsanforderungen. Die Radyne-Produktlinie für Induktionslöten und Löten bietet Standardlösungen für das Löten:
Aluminium
Kupfer
Messing
Rostfreier Stahl
Hartmetall
Und mehr...