Induktionslöten von Kupferdrähten mit IGBT Hochfrequenz-Heizgeräten
Zielsetzung Löten von zwei Kupferdrähten an vorinstallierte Türmchen auf einer Kupfer-Sammelschiene
Material Lötstab aus Kupfer/Nickel, 2 verzinnte Kupferlitzen, Lötstab
Temperatur 446 ºF (230 ºC)
Frequenz 230 kHz
Ausrüstung - DW-UHF-6kW-Induktionserwärmungsanlage, ausgestattet mit einem ferngesteuerten Arbeitskopf mit einem 1,2μF-Kondensator.
- Eine speziell für diese Anwendung konzipierte und entwickelte Induktionsheizspule.
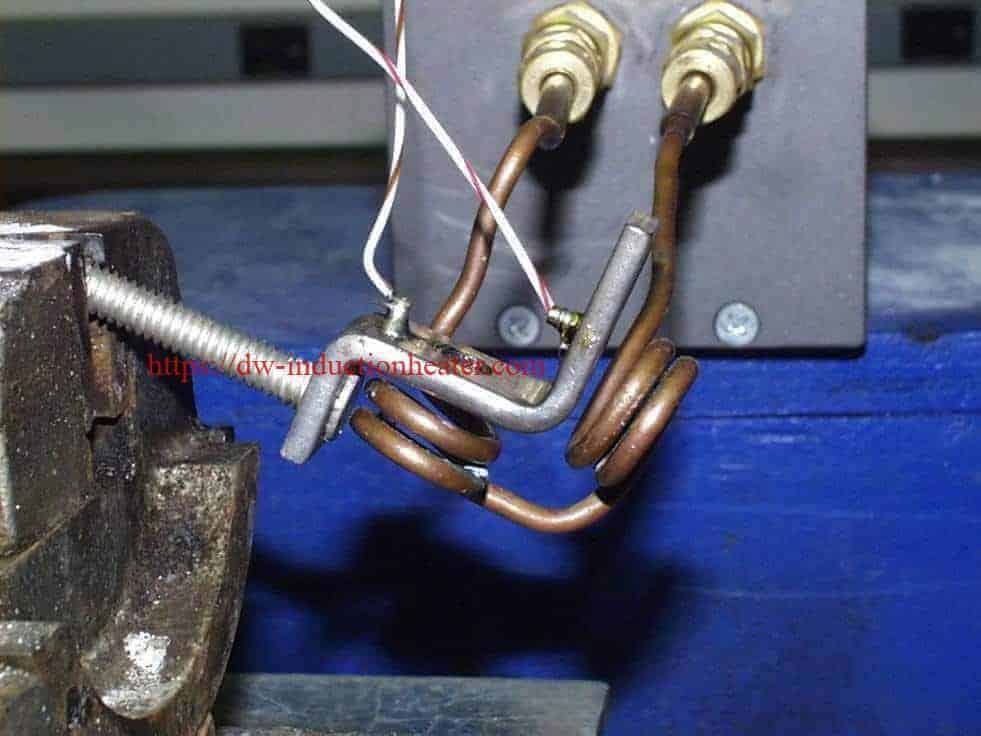
Verfahren Zum Löten der Stromschienenbaugruppe wird eine viergängige geteilte Wendelspule verwendet. Die beiden Kupferdrähte werden an die Spulen angelegt und 30 Sekunden lang unter Strom gesetzt. Der Lötstab wird von Hand an die erhitzten Teile herangeführt, und das Lot fließt gleichmäßig und bildet die Verbindung.
Ergebnisse/Vorteile Induktionserwärmung bietet:
- Reduzierte Lötzeit
- Gleichmäßige Verteilung der Wärme
- Kohärenz von Fuge zu Fuge