Inducție de forjare din oțel Rod End
Descriere
Inducție de forjare din oțel Rod End cu inducție de încălzire mașină
Obiectiv Încălzirea capetelor tijelor de oțel la 1800ºF înainte de o operațiune de forjare. Prelucrarea tijelor include încălzirea, presarea într-o matriță în două părți pentru a forja capătul tijei de împingere și o încălzire finală într-o serpentină cu canal pentru a tempera tijele și a reduce tensiunile de forjare. Clientul trebuie să prelucreze tije de diferite
diametru între 1/8″ și 1/2″. Temperatura tijei trebuie să fie de peste 1400ºF în centru, în timp ce la marginea exterioară poate fi de până la 1900ºF.
Material Tije de oțel de diferite diametre de la 1/8″ la 1/2″
Temperatură 1800ºF
Frecvență 50 kHz
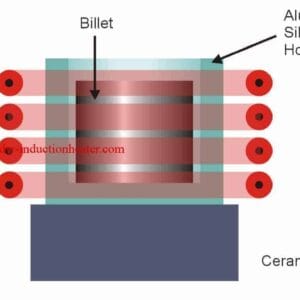
Echipament DW-HF-45kW sursă de alimentare cu inducție în stare solidă de ieșire, inclusiv o stație de căldură la distanță care conține 2 condensatoare cu o capacitate totală de 0,5 μF, împreună cu o bobină de tip elicoidal cu 6 spire (3 peste 3).
Proces S-a constatat că sursa de alimentare cu inducție în stare solidă de ieșire DW-HF-45kW a obținut următoarele rezultate:
Rezultate - Tijele de oțel cu ambele diametre au atins 1800ºF în mai puțin de 5 secunde, după cum a măsurat un pirometru optic.
- Tija de 1/2″ a fost limitată de proprietățile fizice ale oțelului și de timpul necesar pentru a transfera căldura de la marginea exterioară a barei la centru pentru a crește temperatura la 1400ºF fără a topi suprafața barei. Încălzirea tijei de 1/8″ a fost limitată de eficiența încălzirii prin inducție la 80 kHz. Barele cu diametru mai mare s-au încălzit progresiv mai repede până la limitarea conductivității termice.

Produse similare
-

Cuptoare de forjare prin inducție pentru formarea la cald a bielelor de oțel, barelor de cupru și tijelor de aluminiu
-
Inducție Billet Cuptor de încălzire pentru laminoare și metale de extrudare Billets Bars tije
-
Steel Billet cuptor de încălzire cu inducție Pentru forjare laminoare și extrudare bare-billets-rods
-
Plăcuțe forjate prin inducție