Aplicații ale mașinilor PWHT cu inducție în domeniul conductelor de petrol și gaze
Descriere
Ce este o mașină PWHT cu inducție?
O mașină PWHT cu inducție este un sistem specializat conceput pentru a efectua tratamentul termic post-sudare al structurilor metalice și al îmbinărilor sudate prin inducție electromagnetică. După sudare, anumite metale (în special oțelurile aliate, oțelurile cu carbon sau metalele predispuse la fisurare) beneficiază de încălzire și răcire controlată. Acest lucru ameliorează tensiunile reziduale, previne deformarea și rafinează microstructurile pentru a îndeplini cerințele codurilor și pentru a îmbunătăți performanța de serviciu pe termen lung.
Cum funcționează
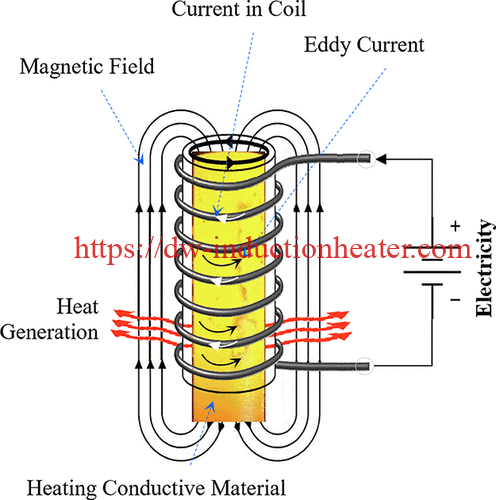
- Bobină de inducție / pătură: O bobină sau o pătură de inducție flexibilă este plasată în jurul sau în apropierea zonei de sudură.
- Generarea câmpului electromagnetic: Sursa de alimentare a mașinii convertește curentul alternativ într-o anumită frecvență (adesea în intervalul 2 kHz - 25 kHz).
- Curenții turbionari și generarea de căldură: Câmpul electromagnetic induce curenți turbionari în metal, provocând încălzirea acestuia din interior.
- Controlul temperaturii: Termocuplurile atașate în apropierea sudurii furnizează feedback sistemului de control (PLC). Acesta reglează puterea de ieșire pentru a obține un profil precis al temperaturii în conformitate cu procedurile PWHT.
De ce să folosiți inducția pentru PWHT?
- Încălzire rapidă, precisă: Inducția oferă viteze de încălzire mai rapide și o temperatură fin controlată, minimizând problemele de calitate, cum ar fi fisurarea sau atenuarea incompletă a tensiunilor.
- Eficiență energetică: Sistemele de inducție sunt adesea mai eficiente decât rezistența tradițională sau încălzirea prin cuptor. Energia este concentrată direct în zona care are nevoie de căldură.
- Portabilitate și flexibilitate: În comparație cu cuptoarele mari, unitățile PWHT prin inducție (cu bobine/blanchete flexibile) permit tratarea la fața locului sau pe loc. Acest lucru este util în special pentru componentele mari sau instalațiile fixe (de exemplu, conductele din rafinării).
- Automatizare și monitorizare: Majoritatea mașinilor PWHT cu inducție au sisteme integrate de înregistrare a datelor, de gestionare a rețetelor și de alarmă, simplificând conformitatea cu codurile (precum ASME, AWS) și asigurând trasabilitatea procesului.
Caracteristici tipice ale unei mașini PWHT cu inducție
- Gama de putere nominală: Mașinile pot varia de la unități mici de 30 kW la sisteme mari de 300+ kW, în funcție de grosime, tipul de material și dimensiunea piesei.
- Gama de frecvențe: De obicei, între 2 kHz și 25 kHz, optimizat pentru adâncimea de penetrare a căldurii necesare.
- Canale de încălzire multiple (zone): Permite tratarea simultană a mai multor îmbinări sau geometrii complexe ale sudurii.
- Control avansat: HMI (interfață om-mașină) cu ecran tactil, control bazat pe PLC, intrări multitermocuplu și opțiuni de înregistrare a datelor.
- Metoda de răcire: În funcție de puterea nominală, sursele de alimentare cu inducție pot fi răcite cu aer sau cu apă.
Aplicații ale mașinilor PWHT cu inducție în domeniul conductelor
 Tratament termic post-sudare (PWHT) este un proces crucial în industria conductelor, în special în aplicațiile de înaltă presiune și temperatură ridicată. Prin utilizarea tehnologiei de încălzire prin inducție pentru efectuarea PWHT, fabricanții și operatorii de conducte pot obține un control precis și consecvent al temperaturii, reducând în același timp durata totală a tratamentului. Mai jos sunt prezentate principalele aplicații și beneficii ale PWHT pe bază de inducție în domeniul conductelor:
Tratament termic post-sudare (PWHT) este un proces crucial în industria conductelor, în special în aplicațiile de înaltă presiune și temperatură ridicată. Prin utilizarea tehnologiei de încălzire prin inducție pentru efectuarea PWHT, fabricanții și operatorii de conducte pot obține un control precis și consecvent al temperaturii, reducând în același timp durata totală a tratamentului. Mai jos sunt prezentate principalele aplicații și beneficii ale PWHT pe bază de inducție în domeniul conductelor:
1. Construcția de conducte noi
- Suduri cu cusătură lungă
- Conductele cu diametru mare necesită adesea mai multe treceri și îmbinări sudate complexe. PWHT prin inducție poate fi utilizat pentru a efectua un tratament termic uniform de-a lungul întregii îmbinări, îmbunătățind calitatea sudurii și reducând riscul de fisurare.
- Suduri de legare
- În timpul proiectelor de instalare sau extindere, sudurile de legătură conectează diferite segmente de conducte. Tratamentul termic consecvent al acestor suduri prin inducție reduce tensiunile reziduale și contribuie la asigurarea integrității pe termen lung, în special în cazul conductelor destinate utilizării la presiune ridicată.
- Îmbinări pe teren în zone îndepărtate
- Echipamentul PWHT cu inducție proiectat pentru portabilitate poate fi transportat la șantiere de construcții de conducte îndepărtate sau pe terenuri accidentate. Configurarea eficientă și ciclurile mai rapide de încălzire/răcire sunt deosebit de benefice atunci când se lucrează în condiții dificile cu resurse limitate.
2. Repararea și întreținerea conductelor
- Repararea fisurilor
- Conductele pot dezvolta fisuri din cauza oboselii, coroziunii sau deteriorării mecanice. PWHT prin inducție ajută la reducerea tensiunilor reziduale în zona de sudură reparată, reducând riscul de propagare a fisurilor și prelungind durata de viață a conductei.
- Tăieri la cald și adăugiri de branșamente
- Atunci când sunt necesare modificări ale conductelor (cum ar fi adăugarea de ramificații sau de conexiuni noi), sudurile pot fi supuse la PWHT prin inducție pentru a spori ductilitatea, duritatea și fiabilitatea generală.
- Înlocuirea secțiunii
- În cazul în care o secțiune de conductă este îndepărtată și înlocuită, PWHT prin inducție este adesea utilizată pe noile suduri pentru a asigura proprietăți metalurgice și o distribuție a tensiunilor similare secțiunilor de conductă originale.

- În cazul în care o secțiune de conductă este îndepărtată și înlocuită, PWHT prin inducție este adesea utilizată pe noile suduri pentru a asigura proprietăți metalurgice și o distribuție a tensiunilor similare secțiunilor de conductă originale.

3. Respectarea standardelor și codurilor industriale
- Standarde ASME și API
- Multe coduri de conducte sub presiune (de exemplu, ASME B31.3, ASME B31.4, ASME B31.8 și standardele API) specifică PWHT pentru anumite materiale, grosimi și scenarii de service. Mașinile PWHT cu inducție oferă un control precis al temperaturii și documentație computerizată, ajutând operatorii să îndeplinească aceste cerințe de reglementare.
- Reducerea durității
- Prin distribuirea uniformă a căldurii în zona de sudură, sistemele de inducție ajută la reducerea durității în zona afectată de căldură (HAZ) - o cerință în unele proceduri impuse de cod pentru a minimiza riscul de fisurare indusă de hidrogen.
- Cerințe specifice materialului
- Anumite oțeluri aliate - cum ar fi oțelurile cu crom-molibden (Cr-Mo) sau alte oțeluri slab aliate cu rezistență ridicată (HSLA) - pot necesita profiluri termice stricte. PWHT prin inducție permite o creștere personalizată a temperaturii, timpi de menținere și răcire controlată pentru a obține microstructura dorită.
4. Beneficii ale PWHT prin inducție în conducte Aplicații
- Cicluri de încălzire mai rapide
- Încălzirea prin inducție furnizează căldură direct și eficient în zona de sudură, reducând semnificativ timpul de încălzire în comparație cu metodele tradiționale (cum ar fi bobinele de rezistență sau cuptoarele pe gaz).
- Distribuție precisă și uniformă a căldurii
- Sistemele automatizate de control permit reglarea precisă a temperaturii și acoperirea uniformă a circumferinței țevii. Această omogenitate este esențială pentru îndeplinirea cerințelor mecanice și metalurgice.
- Mobilitate și ușurință de instalare
- Mașinile PWHT moderne cu inducție sunt proiectate pentru a fi ușoare și portabile, ceea ce le face ideale pentru utilizarea pe teren, acolo unde cuptoarele mari sau instalațiile permanente sunt impracticabile.
- Eficiența energetică
- Deoarece încălzirea prin inducție concentrează energia pe zona de sudură, în loc să încălzească zonele înconjurătoare mari, consumul total de energie este redus, ceea ce duce la o eficiență a costurilor - deosebit de importantă pentru proiectele mari de conducte.
- Siguranță îmbunătățită
- Sistemele de încălzire prin inducție elimină necesitatea flăcărilor deschise sau a mediilor cu combustibil la temperaturi ridicate, reducând riscul de incendiu și îmbunătățind siguranța la fața locului.

- Sistemele de încălzire prin inducție elimină necesitatea flăcărilor deschise sau a mediilor cu combustibil la temperaturi ridicate, reducând riscul de incendiu și îmbunătățind siguranța la fața locului.

5. Proceduri PWHT comune pentru conducte cu inducție
- Preîncălzire
- Înainte de sudare, tehnologia prin inducție poate fi utilizată și pentru preîncălzirea țevii sau a fitingurilor, în special atunci când se lucrează cu materiale cu pereți groși sau cu rezistență ridicată. Acest lucru ajută la prevenirea răcirii rapide și a fisurării ulterioare în zona de sudură.
- Ramp-up controlat și înmuiere
- Echipamentul de inducție permite ratele personalizate de creștere a căldurii, ceea ce asigură încălzirea treptată a îmbinării sudate. Odată ce se atinge temperatura țintă (adesea în intervalul 600-700°C, în funcție de material), aceasta este menținută pentru o durată prescrisă (etapa de înmuiere) pentru a elimina tensiunile interne.
- Răcire controlată
- O fază de răcire treptată este esențială pentru a evita formarea de microstructuri fragile. Cu sistemele de inducție, operatorii pot programa rata de răcire pentru a îndeplini cerințele specifice ale materialului.
Cazuri de utilizare și beneficii
- Recipiente sub presiune și conducte: Asigură integritatea sudurii în aplicații de petrol și gaze, generare de energie și petrochimie.
- Fabricație grea: Elimină tensiunile reziduale în structuri mari, cum ar fi secțiunile navelor, componentele mașinilor grele și ansamblurile din oțel structural.
- Reparații și întreținere: Ideal pentru reparații de sudură in situ (de exemplu, turbine, tuburi de cazan și conducte complexe) fără demontarea ansamblurilor mari.
- Respectarea codului: Multe standarde (ASME, AWS, EN) necesită tratament termic post-sudare pentru anumite materiale și grosimi pentru a asigura integritatea mecanică.
Mai jos este prezentat un tabel ilustrativ al parametrilor tehnici pentru mașinile PWHT (Post Weld Heat Treatment) cu inducție cu puteri nominale de 60 kW, 80 kW, 120 kW, 160 kW, 200 kW, 240 kW și 300 kW. Specificațiile reale pot varia în funcție de producător, astfel încât tratați aceste cifre ca valori de referință tipice.
Parametrii tehnici ai mașinilor PWHT cu inducție (60 kW până la 300 kW)
| Parametru | 60 kW | 80 kW | 120 kW | 160 kW | 200 kW | 240 kW | 300 kW |
|---|---|---|---|---|---|---|---|
| Putere nominală | 60 kW | 80 kW | 120 kW | 160 kW | 200 kW | 240 kW | 300 kW |
| Tensiunea de intrare (3 faze) | 380-415 V<br>(50/60 Hz) | 380-415 V<br>(50/60 Hz) | 380-415 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) |
| Intervalul frecvenței de ieșire | 5-25 kHz | 5-25 kHz | 5-25 kHz | 5-25 kHz | 2-25 kHz | 2-25 kHz | 2-25 kHz |
| Curent nominal (Aprox.) | ~90-100 A | ~120-130 A | ~180-200 A | ~240-260 A | ~300-320 A | ~350-380 A | ~450-480 A |
| Canale de încălzire (Zone) | 1-2 | 2-4 | 2-4 | 4-6 | 4-6 | 4-6 | 6-8 |
| Intervalul de temperatură | Până la ~850 °C | Până la ~850 °C | Până la ~850 °C | Până la ~900 °C | Până la ~900 °C | Până la ~900 °C | Până la ~900 °C |
| Acuratețea controlului temperaturii | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C |
| Metoda de răcire | Modul de alimentare răcit cu aer sau cu apă | Modul de alimentare răcit cu aer sau cu apă | Modul de alimentare răcit cu apă | Modul de alimentare răcit cu apă | Modul de alimentare răcit cu apă | Modul de alimentare răcit cu apă | Modul de alimentare răcit cu apă |
| Ciclul de funcționare (la putere maximă) | ~80-100% (continuu) | ~80-100% (continuu) | ~80-100% (continuu) | ~80-100% (continuu) | ~80-100% (continuu) | ~80-100% (continuu) | ~80-100% (continuu) |
| Sistemul de control | Ecran tactil PLC/HMI, Înregistrare date | Ecran tactil PLC/HMI, Înregistrare date | Ecran tactil PLC/HMI, Înregistrare date | Ecran tactil PLC/HMI, Înregistrare date | Ecran tactil PLC/HMI, Înregistrare date | Ecran tactil PLC/HMI, Înregistrare date | Ecran tactil PLC/HMI, Înregistrare date |
| Dimensiuni (L×W×H, Aprox.) | 0.8×0.7×1.4 m | 1.0×0.8×1.5 m | 1.1×0.9×1.6 m | 1.2×1.0×1.7 m | 1.3×1.1×1.8 m | 1.4×1.2×1.8 m | 1.6×1.4×2.0 m |
| Greutate (Aprox.) | ~250 kg | ~300 kg | ~400 kg | ~500 kg | ~600 kg | ~700 kg | ~900 kg |
 Note:
Note:
- Tensiunea de intrare: Cu cât este mai mare puterea nominală, cu atât mai largă poate fi gama de tensiune de intrare acceptabilă (unele modele pot funcționa la 480 V sau 690 V).
- Frecvența de ieșire: Frecvențele mai joase penetrează materialul mai adânc, ceea ce este adesea avantajos pentru componentele cu pereți groși. Frecvența reglabilă ajută la optimizarea distribuției căldurii.
- Canale de încălzire (zone): Mai multe canale independente permit PWHT simultan pe mai multe îmbinări sau geometrii mai complexe.
- Metoda de răcire: Unitățile mai mici utilizează uneori răcire cu aer forțat; unitățile de putere mai mare utilizează cel mai adesea circuite de răcire pe bază de apă sau glicol.
- Ciclul de funcționare: Indică capacitatea mașinii de a funcționa continuu la putere maximă. Majoritatea echipamentelor PWHT cu inducție oferă o funcționare aproape continuă (80-100%) dacă sunt răcite corespunzător.
- Dimensiuni și greutate: Acestea variază foarte mult în funcție de tipul de carcasă (cadru deschis, dulap), configurația de răcire și dotările opționale (cum ar fi sistemele de depozitare a cablurilor sau sistemele integrate de bobinare).
Considerații suplimentare pentru echipamentele PWHT cu inducție
- Tip bobină/inductor: În funcție de aplicație, pot fi furnizate pături flexibile, cabluri sau bobine rigide.
- Înregistrarea și raportarea datelor: Multe sisteme dispun de înregistratoare de date încorporate pentru o trasabilitate precisă a temperaturii/timpului, esențială pentru respectarea codurilor (de exemplu, ASME, AWS).
- Intrări termocuplu: Suportă de obicei mai multe termocupluri pentru monitorizarea precisă a diferitelor zone de sudură.
- Siguranță și alarme: Supratemperatura, debitul scăzut al lichidului de răcire și detectarea defecțiunilor la pământ sunt caracteristici de siguranță standard.
Pentru detalii exacte, este recomandat să consultați producătorul sau furnizorul, care va adapta parametrii (cum ar fi designul bobinei, software-ul de control sau caracteristicile avansate) la procedurile dvs. specifice de sudare și la cerințele materialelor.
Concluzie
Tratament termic post-sudare bazat pe inducție (PWHT) a devenit o tehnologie cheie în domeniul conductelor. Natura sa precisă, eficientă și extrem de flexibilă asigură că sudurile îndeplinesc cerințele codurilor, mențin integritatea structurală pe termen lung și reduc riscul de defecțiuni. Fie că sunt aplicate în timpul construcției de conducte noi, al lucrărilor de reparații sau al întreținerii preventive, mașinile PWHT cu inducție oferă o soluție puternică la provocările sudării conductelor - ajutând la asigurarea unui transport sigur și fiabil al resurselor critice pentru anii următori.