








Inducție Billet Cuptor de încălzire pentru laminoare și metale de extrudare Billets Bars tije
Descriere
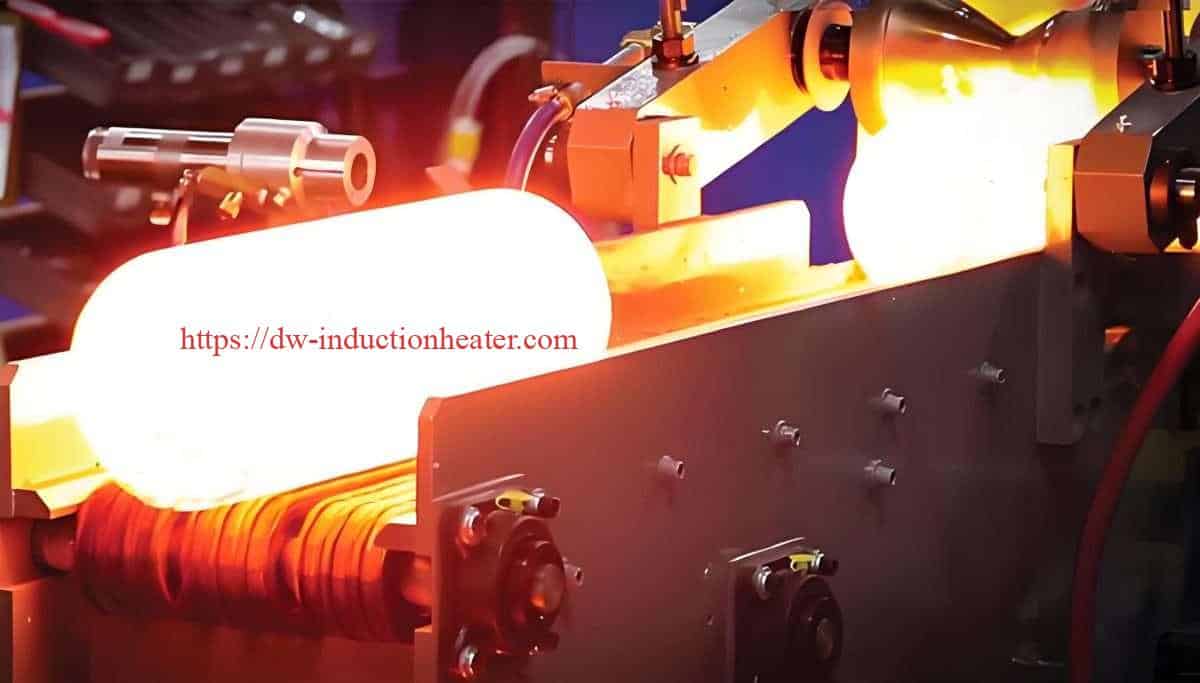
O cuptor de inducție de încălzire billet este o soluție extrem de eficientă și versatilă pentru încălzirea billetelor, barelor și tijelor metalice înainte de laminare, extrudare sau alte operațiuni de formare. Această tehnologie utilizează inducția electromagnetică pentru a genera căldură direct în interiorul piesei metalice, oferind o alternativă mai curată, mai rapidă și mai eficientă din punct de vedere energetic la cuptoarele tradiționale pe bază de combustie.
Descrierea produsului
Pentru încălzirea diferitelor materiale de bare: cum ar fi oțel & fier, bronz, alamă, aliaj de aluminiu, etc.
Imaginea este doar pentru referință, culoarea se poate schimba în funcție de puterea diferită.
Funcții și specificații speciale personalizate în funcție de cerințele clientului.
Caracteristici și avantaje:
1.Automatic: alimentare automată, selectarea automată a piesei de prelucrat este bună sau rea, măsurarea automată a temperaturii, descărcarea automată.
2. Design integrat: Economisiți timp de instalare, costuri și spațiu.
3. Panoul de operare încorporat afișează stările de funcționare ale mașinii, pentru a facilita diagnosticarea defecțiunilor.
| Caracteristici | Detaliu | |
| 1 | Încălzire rapidă și stabilă | economisirea 20%- 30% energie electrică decât modul tradițional; Eficiență ridicată și consum redus de energie |
| 2 | Dimensiuni mici | Ușor de instalat, utilizat și reparat |
| 3 | Sigur și fiabil | Fără înaltă tensiune, foarte sigur pentru lucrătorii dvs. |
| 4 | Un sistem de circulație a răcirii | Capabil să funcționeze continuu 24 de ore |
| 5 | autoprotecție completă funcție | mai multe tipuri de lămpi de alarmă: supracurent, supratensiune, supraîncălzire, lipsă de apă etc. Aceste lămpi pot controla și proteja mașina. |
| 6 | Protecția mediului | Aproape fără strat de oxid, nu produce gaze de eșapament, nu produce ape reziduale |
| 7 | Tip IGBT | Evitați întreruperea rețelei electrice fără legătură; Asigurați o durată lungă de viață a mașinii. |

Parametrul cuptorului de încălzire billet:
| DW-MF-200 | DW-MF-250 | DW-MF-300 | DW-MF-400 | DW-MF-500 | DW-MF-600 | ||
| Tensiunea de intrare | 3 faze, 380V/410V/440V , 50/60Hz | ||||||
| Curent de intrare maxim | 320A | 400A | 480A | 640A | 800A | 960A | |
| Frecvența de oscilație | 0.5KHz^20KHz (frecvența de oscilație va fi personalizată în funcție de dimensiunea pieselor de încălzire) | ||||||
| Ciclul de funcționare Încărcare | 100%, lucru continuu 24h | ||||||
| Dorințe de răcire a apei | 0.1MPa<Presiunea apei<0.3MPa, Duritatea apei<50 | ||||||
| Dimensiune | Gazdă | 1000X800X1500mm | 1500X800X2800mm | 850X1700X1900mm | |||
| Extensie | extensia va fi personalizată în funcție de materialul și dimensiunea pieselor de încălzire | ||||||
| Greutate | 110 kg | 150 kg | 160 kg | 170 kg | 200 kg | 220 kg | |
| Depinde de dimensiunea extensiei | |||||||
În cuptorul de încălzire cu inducție a lingourilor este încălzită întreaga lingură. În mod normal, pentru bușteni scurți, se utilizează un buncăr sau o cuvă pentru a prezenta automat buștenii în linie la rolele de strângere, la unitățile de tractare acționate de lanț sau, în unele cazuri, la împingătorii pneumatici. Taloanele sunt apoi conduse prin bobină, unul după altul, pe șine răcite cu apă sau sunt utilizate căptușeli ceramice prin orificiul bobinei, care reduc frecarea și previn uzura. Lungimea bobinei este în funcție de timpul de înmuiere necesar, de durata ciclului pentru fiecare componentă și de lungimea lingourilor. În cazul lucrărilor de mare volum cu secțiune transversală mare, nu este neobișnuit să existe 4 sau 5 bobine în serie pentru a obține 5 m (16 ft) de bobină sau mai mult.

Acest articol explorează aspectele tehnice cuprinzătoare ale cuptoarelor de încălzire cu inducție a barelor pentru diferite metale, inclusiv oțel, cupru, alamă, aluminiu, titan și altele. Vom examina principiile fundamentale, componentele sistemului, parametrii tehnici, considerațiile operaționale și aplicațiile specifice pentru diferite metale.
De ce încălzire prin inducție pentru bare de aluminiu, cupru și oțel?
Fiecare material al barelor - aluminiu, cupru și oțel - are proprietăți termice și electrice distincte, care îi influențează comportamentul la încălzire. Iată cum se deosebește încălzirea prin inducție pentru fiecare material:
- Bare de aluminiu: Cunoscute pentru conductivitatea lor termică ridicată și densitatea scăzută, barele de aluminiu necesită cicluri de încălzire mai mici. Încălzirea prin inducție asigură controlul precis al temperaturii fără supraîncălzirea sau deformarea aliajelor sensibile de aluminiu.
- Bare de cupru: Cu o conductivitate termică și electrică extrem de ridicată, cuprul se încălzește rapid prin inducție. Încălzirea uniformă previne stresul termic și optimizează eficiența.
- Bare de oțel: Oțelul este ideal pentru încălzirea prin inducție datorită conductivității și proprietăților sale magnetice relativ scăzute. Cuptoarele cu inducție gestionează impecabil încălzirea oțelului pentru procese precum întărirea suprafețelor și forjarea.
Principiile fundamentale ale încălzirii prin inducție
Încălzire prin inducție funcționează pe baza principiilor inducție electromagnetică și încălzirea Joule.
- Câmpul electromagnetic: Un curent alternativ (CA) de înaltă frecvență trece printr-o bobină de inducție (inductor) special proiectată.

- Curenți induși: Acest curent generează un câmp magnetic puternic și rapid alternativ în jurul și în interiorul bobinei. Atunci când o bară metalică conductoare este plasată în interiorul acestui câmp, fluxul magnetic variabil induce curenți electrici circulanți în interiorul barei, cunoscuți sub denumirea de curenți turbionari.
- Încălzirea Joule: Datorită rezistenței electrice a barei metalice, acești curenți turbionari disipă energie sub formă de căldură (pierderi I²R, unde I este curentul și R este rezistența).
- Încălzire cu histerezis (pentru materiale magnetice): Pentru materialele feromagnetice, cum ar fi oțelul, sub temperatura Curie (aprox. 770°C), se generează căldură suplimentară prin pierderi de histerezis, deoarece domeniile magnetice din material rezistă inversărilor rapide ale câmpului magnetic.

Parametrii cheie care afectează încălzirea prin inducție includ:
- Frecvența: Determină adâncimea de penetrare a încălzirii
- Densitatea de putere: Controlează rata de încălzire
- Proprietățile materialelor: Rezistivitatea electrică și permeabilitatea magnetică
- Distanța de cuplare: Distanța dintre inductor și piesa de prelucrat
- Timp de rezidență: Durata expunerii la câmpul de inducție
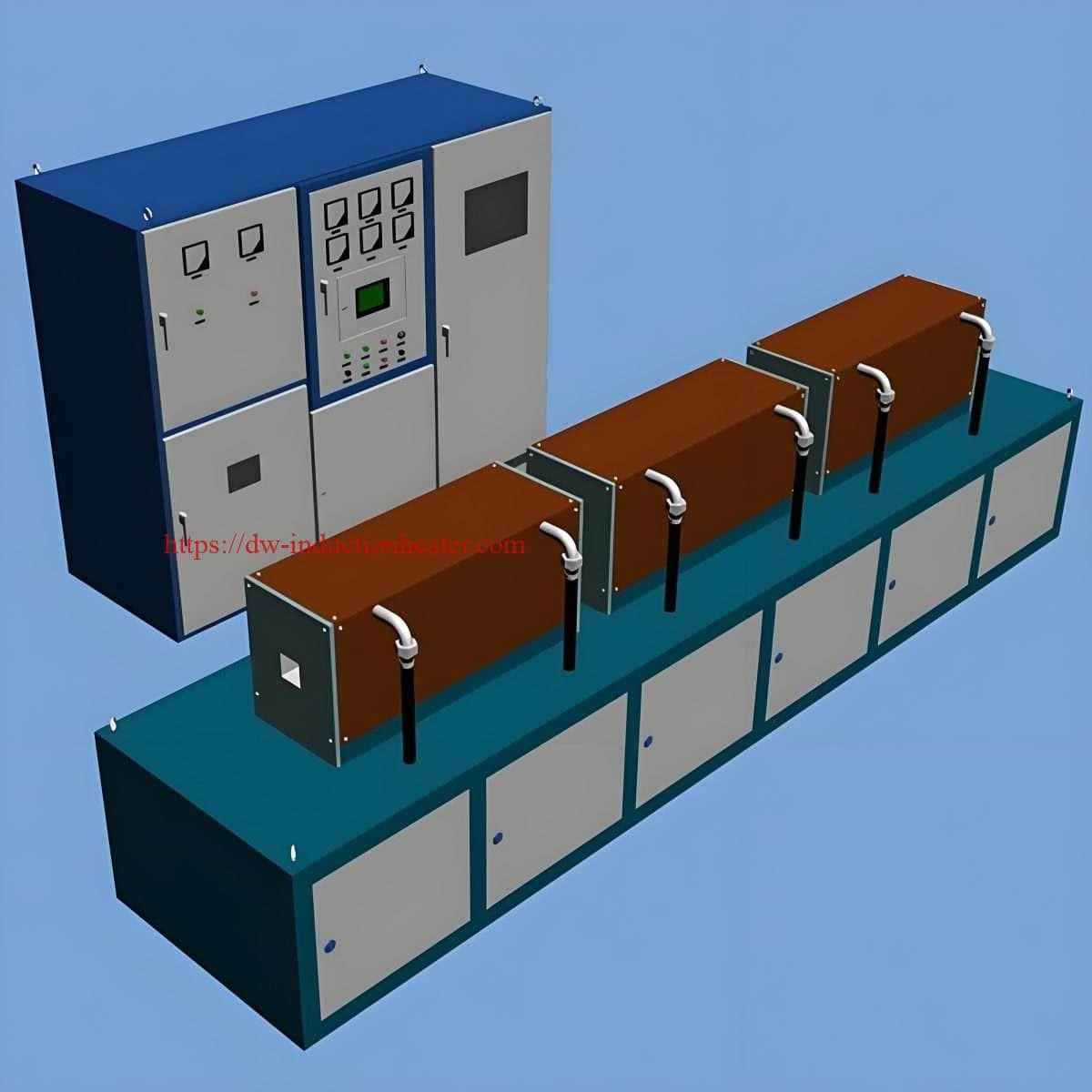
Componentele principale ale unui sistem de încălzire cu inducție pentru baruri
Un cuptor tipic pentru încălzirea barelor prin inducție constă din următoarele componente:
- Sursă de alimentare: Convertește frecvența de linie standard (50/60 Hz) în frecvențe medii sau înalte (500 Hz până la 400 kHz)
- Bobină de inducție: Creează câmpul electromagnetic pentru a încălzi piesa de prelucrat
- Sistem de manipulare a materialelor: Alimentează barele prin zona de încălzire
- Sistemul de răcire: Menține temperatura de funcționare a componentelor
- Sistemul de control: Monitorizează și reglează parametrii de încălzire
- Dispozitive de măsurare a temperaturii: Pirometre sau termocupluri pentru controlul feedback-ului
- Sistem de atmosferă protectoare: Pentru materiale sensibile precum titanul


Parametrii tehnici pentru diferite aplicații metalice
Parametrii de încălzire a barelor de oțel
| Parametru | Oțel cu conținut scăzut de carbon | Oțel carbon mediu | Oțel cu conținut ridicat de carbon | Oțel aliat |
|---|---|---|---|---|
| Temperatura optimă de forjare (°C) | 1150-1250 | 1100-1200 | 1050-1150 | 1050-1200 |
| Rata de încălzire (°C/min) | 300-600 | 250-500 | 200-400 | 200-450 |
| Densitatea puterii (kW/kg) | 1.0-1.8 | 0.9-1.6 | 0.8-1.4 | 0.8-1.5 |
| Gama de frecvențe (kHz) | 0.5-10 | 0.5-10 | 1-10 | 1-10 |
| Eficiență tipică (%) | 70-85 | 70-85 | 65-80 | 65-80 |
| Cerințe privind atmosfera | Aer/Nitrogen | Aer/Nitrogen | Atmosferă controlată | Atmosferă controlată |
Parametrii de încălzire a barelor din metale neferoase
| Parametru | Cupru | Alamă | Aluminiu | Titan |
|---|---|---|---|---|
| Temperatura optimă de forjare (°C) | 750-900 | 650-850 | 400-500 | 900-950 |
| Rata de încălzire (°C/min) | 150-300 | 180-350 | 250-450 | 100-200 |
| Densitatea puterii (kW/kg) | 0.6-1.2 | 0.5-1.0 | 0.4-0.8 | 0.7-1.2 |
| Gama de frecvențe (kHz) | 2-10 | 2-10 | 3-15 | 3-15 |
| Eficiență tipică (%) | 55-70 | 60-75 | 65-80 | 60-75 |
| Cerințe privind atmosfera | Inert/Reducător | Inert/Reducător | Aer/Nitrogen | Argon/Vacuum |

Parametrii de configurare a sistemului în funcție de diametrul barei
| Diametrul barei (mm) | Frecvență recomandată (kHz) | Gama de putere tipică (kW) | Producția maximă (kg/h) | Uniformitatea temperaturii (±°C) |
|---|---|---|---|---|
| 10-25 | 8-15 | 50-200 | 100-500 | 5-10 |
| 25-50 | 4-8 | 150-400 | 300-1000 | 8-15 |
| 50-100 | 1-4 | 300-800 | 800-2500 | 10-20 |
| 100-200 | 0.5-2 | 600-1500 | 1500-5000 | 15-25 |
| >200 | 0.3-1 | 1000-3000 | 3000-10000 | 20-30 |
Analiza eficienței termice
Încălzirea prin inducție oferă avantaje semnificative de eficiență în comparație cu metodele de încălzire convenționale:
| Metoda de încălzire | Eficiență termică (%) | Consumul de energie (kWh/tonă) | Emisii de CO₂ (kg/tonă) |
|---|---|---|---|
| Încălzire prin inducție | 70-90 | 350-450 | 175-225 |
| Cuptor pe gaz | 20-45 | 800-1100 | 400-550 |
| Cuptor pe ulei | 20-40 | 850-1200 | 600-850 |
| Rezistența electrică | 45-70 | 500-650 | 250-325 |
Considerații și aplicații specifice materialului

Furnale de încălzire Steel Bar
Proprietățile magnetice ale oțelului (până la atingerea temperaturii Curie) îl fac ideal pentru încălzirea prin inducție, ducând la o eficiență ridicată.
Tabel : Specificații tehnice pentru cuptoarele cu inducție pentru bare de oțel
| Parametru | Capacitate mică | Capacitate medie | Capacitate mare |
|---|---|---|---|
| Putere nominală (kW) | 100-300 | 350-800 | 900-3000 |
| Gama de frecvențe (kHz) | 1-5 | 0.5-3 | 0.2-1 |
| Max. Diametrul barei (mm) | 25-80 | 80-150 | 150-300 |
| Capacitatea de încălzire (kg/h) | 200-600 | 600-1500 | 1500-5000 |
| Intervalul de temperatură (°C) | 500-1250 | 500-1250 | 500-1250 |
| Consumul de energie (kWh/t) | 280-340 | 250-310 | 230-290 |
Tabel : Date de performanță pentru încălzirea barelor de oțel
| Diametrul barei (mm) | Timp de încălzire la 1200°C (min) | Consumul de energie (kWh) | Uniformitatea temperaturii (±°C) |
|---|---|---|---|
| 30 | 2-3 | 15-22 | ±8 |
| 60 | 4-7 | 40-55 | ±10 |
| 120 | 8-12 | 100-140 | ±15 |
| 250 | 15-22 | 300-380 | ±20 |
Oțelul rămâne cel mai frecvent material încălzit în cuptoare cu inducție. Punctul Curie (aproximativ 760°C) are un impact semnificativ asupra procesului de încălzire, deoarece proprietățile magnetice se modifică peste această temperatură.
Pentru barele de oțel, încălzirea prin inducție asigură:
- Încălzire continuă consecventă pentru o microstructură omogenă
- Formare minimă de calcar (pierdere de material de 0,3-0,8% față de 2-3% în cuptoarele convenționale)
- Controlul precis al temperaturii pentru aliaje critice
Exemplu de aplicație: Producția de arbori cotiți auto necesită încălzirea barelor de oțel aliat cu diametrul de 60 mm la 1180°C cu o uniformitate de ±10°C. Sistemele moderne de inducție realizează acest lucru cu o putere absorbită de 450 kW la o frecvență de 3 kHz, procesând 1 200 kg/h cu o eficiență de 78%.
Cupru Bar Furnale de încălzire
Conductivitatea electrică excelentă a cuprului îl face dificil pentru încălzirea prin inducție, necesitând echipamente specializate.
Tabel : Specificații tehnice pentru cuptoarele cu inducție pentru bare de cupru
| Parametru | Capacitate mică | Capacitate medie | Capacitate mare |
|---|---|---|---|
| Putere nominală (kW) | 75-200 | 250-600 | 700-2000 |
| Gama de frecvențe (kHz) | 3-10 | 2-6 | 1-4 |
| Max. Diametrul barei (mm) | 15-50 | 50-100 | 100-200 |
| Capacitatea de încălzire (kg/h) | 150-400 | 400-1000 | 1000-3500 |
| Intervalul de temperatură (°C) | 400-1000 | 400-1000 | 400-1000 |
| Consumul de energie (kWh/t) | 290-350 | 260-320 | 240-300 |
Tabel : Date de performanță pentru încălzirea barelor de cupru
| Diametrul barei (mm) | Timp de încălzire la 800°C (min) | Consumul de energie (kWh) | Uniformitatea temperaturii (±°C) |
|---|---|---|---|
| 20 | 2-4 | 12-18 | ±4 |
| 40 | 4-8 | 30-40 | ±6 |
| 80 | 9-14 | 80-110 | ±9 |
| 150 | 18-25 | 200-260 | ±12 |
Conductivitatea termică ridicată a cuprului reprezintă o provocare pentru încălzirea uniformă. Frecvențe mai înalte (3-10 kHz) sunt de obicei utilizate pentru a optimiza efectul de piele și a asigura o distribuție uniformă a căldurii.
Parametrii tehnici pentru extrudarea barelor de cupru:
- Temperatura optimă de încălzire: 750-850°C
- Densitatea puterii: 0,8-1,0 kW/kg
- Timp de încălzire pentru bara de 50 mm: 2-3 minute
- Selectarea frecvenței: 4-8 kHz
- Atmosferă: Azot sau atmosferă reducătoare pentru a preveni oxidarea
Furnale de încălzire a barelor de aluminiu
Conductivitatea termică ridicată a aluminiului și rezistivitatea electrică scăzută reprezintă provocări unice pentru încălzirea prin inducție.
Tabel : Specificații tehnice pentru cuptoarele cu inducție pentru bare de aluminiu
| Parametru | Capacitate mică | Capacitate medie | Capacitate mare |
|---|---|---|---|
| Putere nominală (kW) | 50-150 | 200-500 | 600-1500 |
| Gama de frecvențe (kHz) | 2-8 | 1-4 | 0.5-3 |
| Max. Diametrul barei (mm) | 20-60 | 60-120 | 120-250 |
| Capacitatea de încălzire (kg/h) | 100-300 | 300-800 | 800-3000 |
| Intervalul de temperatură (°C) | 300-650 | 300-650 | 300-650 |
| Consumul de energie (kWh/t) | 320-380 | 280-340 | 260-310 |
Tabel : Date de performanță pentru încălzirea barelor de aluminiu
| Diametrul barei (mm) | Timp de încălzire la 550°C (min) | Consumul de energie (kWh) | Uniformitatea temperaturii (±°C) |
|---|---|---|---|
| 25 | 3-5 | 15-20 | ±5 |
| 50 | 6-10 | 35-45 | ±7 |
| 100 | 12-18 | 90-120 | ±10 |
| 200 | 25-35 | 250-320 | ±15 |
Conductivitatea electrică ridicată a aluminiului și punctul scăzut de topire necesită un control atent:
Parametrii critici pentru încălzirea barelor de aluminiu:
- Control precis al temperaturii (±5°C) pentru a evita topirea parțială
- Frecvențe mai mari (5-15 kHz) pentru a depăși conductivitatea ridicată
- Densitatea de putere tipică: 0,4-0,7 kW/kg
- Controlul ratei rampei de temperatură: 250-400°C/min
- Sisteme automate de ejecție pentru a preveni supraîncălzirea

Prelucrarea titanului
Reactivitatea titanului cu oxigenul necesită atmosfere de protecție:
Cerințe speciale pentru încălzirea cu titan:
- Protecție cu gaz argon sau medii cu vid
- Uniformitatea temperaturii în ±8°C
- Temperaturi de funcționare tipice: 900-950°C
- Densități de putere moderate: 0,7-1,0 kW/kg
- Sisteme de monitorizare îmbunătățite pentru a preveni punctele fierbinți
Caracteristici avansate de proiectare și control al sistemului
Tehnologia surselor de alimentare
Sistemele moderne de încălzire a barelor prin inducție utilizează surse de alimentare solid-state cu următoarele specificații:
| Tipul sursei de alimentare | Gama de frecvențe | Factor de putere | Eficiență | Acuratețea controlului |
|---|---|---|---|---|
| Invertor IGBT | 0,5-10 kHz | >0.95 | 92-97% | ±1% |
| Invertor MOSFET | 5-400 kHz | >0.93 | 90-95% | ±1% |
| Convertor SCR | 0,05-3 kHz | >0.90 | 85-92% | ±2% |

Sisteme de control al temperaturii
| Metoda de control | Acuratețe | Timp de răspuns | Aplicație |
|---|---|---|---|
| Pirometrie optică | ±5°C | 10-50ms | Temperatura de suprafață |
| Termocupluri multipunct | ±3°C | 100-500ms | Monitorizarea profilului |
| Imagistică termică | ±7°C | 30-100ms | Analiza suprafeței complete |
| Modelare matematică | ±10°C | În timp real | Estimarea temperaturii centrale |
Analiza consumului de energie
Următoarele date reprezintă modele tipice de consum de energie pentru aplicațiile de încălzire a barurilor:
| Tip metal | Diametrul barei (mm) | Energie necesară (kWh/tonă) | Reducerea CO₂ față de gaz (%) |
|---|---|---|---|
| Oțel carbon | 50 | 380-420 | 55-65 |
| Oțel inoxidabil | 50 | 400-450 | 50-60 |
| Cupru | 50 | 200-250 | 60-70 |
| Aluminiu | 50 | 160-200 | 65-75 |
| Titan | 50 | 450-500 | 45-55 |
Studiu de caz: Sistem de inducție optimizat pentru prelucrarea mai multor metale
Un sistem modern de încălzire a barelor prin inducție proiectat pentru o producție flexibilă demonstrează versatilitatea tehnologiei actuale:
Specificațiile sistemului:
- Capacitate de putere: 800 kW
- Gama de frecvențe: 0,5-10 kHz (reglat automat)
- Intervalul diametrului barei: 30-120 mm
- Producția maximă: 3.000 kg/h (oțel)
- Interval de temperatură: 400-1300°C
- Controlul atmosferei: Reglabil de la oxidant la inert
- Sistem de recuperare a energiei: recuperare de energie 15-20%

Date de performanță în funcție de material:
| Material | Dimensiunea barei (mm) | Producție (kg/h) | Consumul de energie (kWh/tonă) | Uniformitatea temperaturii (±°C) |
|---|---|---|---|---|
| Oțel carbon | 80 | 2,800 | 390 | 12 |
| Oțel aliat | 80 | 2,600 | 410 | 14 |
| Oțel inoxidabil | 80 | 2,400 | 430 | 15 |
| Cupru | 80 | 3,200 | 220 | 8 |
| Alamă | 80 | 3,000 | 210 | 10 |
| Aluminiu | 80 | 2,200 | 180 | 7 |
| Titan | 80 | 1,800 | 470 | 9 |

Tendințe și inovații viitoare
The încălzirea barei prin inducție continuă să evolueze cu mai multe tendințe tehnologice cheie:
- Tehnologia Digital Twin: Modele de simulare în timp real care prezic distribuția temperaturii în întreaga bară
- Control adaptiv bazat pe inteligență artificială: Sisteme de autooptimizare care ajustează parametrii în funcție de variațiile materialului
- Sisteme hibride de încălzire: Încălzire combinată prin inducție și conducție pentru optimizarea utilizării energiei
- Electronică de putere îmbunătățită: Semiconductori cu bandă largă (SiC, GaN) care permit randamente mai mari
- Izolație termică avansată: Materiale nano-ceramice care reduc pierderile de căldură cu 15-25%
Concluzie
Sisteme de încălzire a barelor metalice prin inducție reprezintă o tehnologie sofisticată și versatilă pentru aplicațiile de prelucrare a metalelor. Capacitatea de a controla cu precizie parametrii de încălzire, de a obține o uniformitate excelentă a temperaturii și de a reduce semnificativ consumul de energie face ca aceste sisteme să fie ideale pentru operațiunile de prelucrare a metalelor de mare valoare.
Selectarea parametrilor tehnici adecvați - frecvența, densitatea de putere, timpul de încălzire și controlul atmosferei - trebuie să fie atent adaptată la materialul specific și la cerințele aplicației. Sistemele moderne oferă niveluri fără precedent de control, eficiență și flexibilitate, permițând producătorilor să prelucreze o gamă largă de materiale cu rezultate optime.
Cuptoare cu inducție pentru încălzirea barelor sunt indispensabile pentru încălzirea barelor de aluminiu, cupru și oțel, oferind eficiență, uniformitate și durabilitate de neegalat. Fie că doriți să eficientizați operațiunile de forjare sau să obțineți un control precis al temperaturii pentru tratamentul termic, această tehnologie asigură rezultate optime în diverse industrii. Cu parametrii lor personalizabili și capabilități avansate, cuptoarele cu inducție modelează viitorul proceselor de încălzire a metalelor.



