



Placa de aço para forjamento com aquecimento por indução
Descrição
Placa de aço para forjamento e conformação a quente com aquecimento por indução
Placa de aço para aquecimento por indução de metais para forjamento e a conformação a quente são excelentes aplicações de aquecimento por indução. Industrial Forjamento por indução e enformação a quente Os processos de fabrico de lingotes metálicos envolvem a dobragem ou a moldagem de um lingote ou bloco metálico depois de este ter sido aquecido a uma temperatura à qual a sua resistência à deformação é fraca. Podem também ser utilizados blocos de materiais não ferrosos. 
Máquinas de aquecimento por indução ou fornos convencionais são utilizados para o processo de aquecimento inicial. Os biletes podem ser transportados através do indutor por meio de um empurrador pneumático ou hidráulico; acionamento por rolo de pressão; acionamento por trator; ou viga móvel. São utilizados pirómetros sem contacto para medir a temperatura dos biletes.
Outras máquinas, como prensas de impacto mecânico, máquinas de dobragem e prensas de extrusão hidráulicas, são utilizadas para dobrar ou moldar o metal.
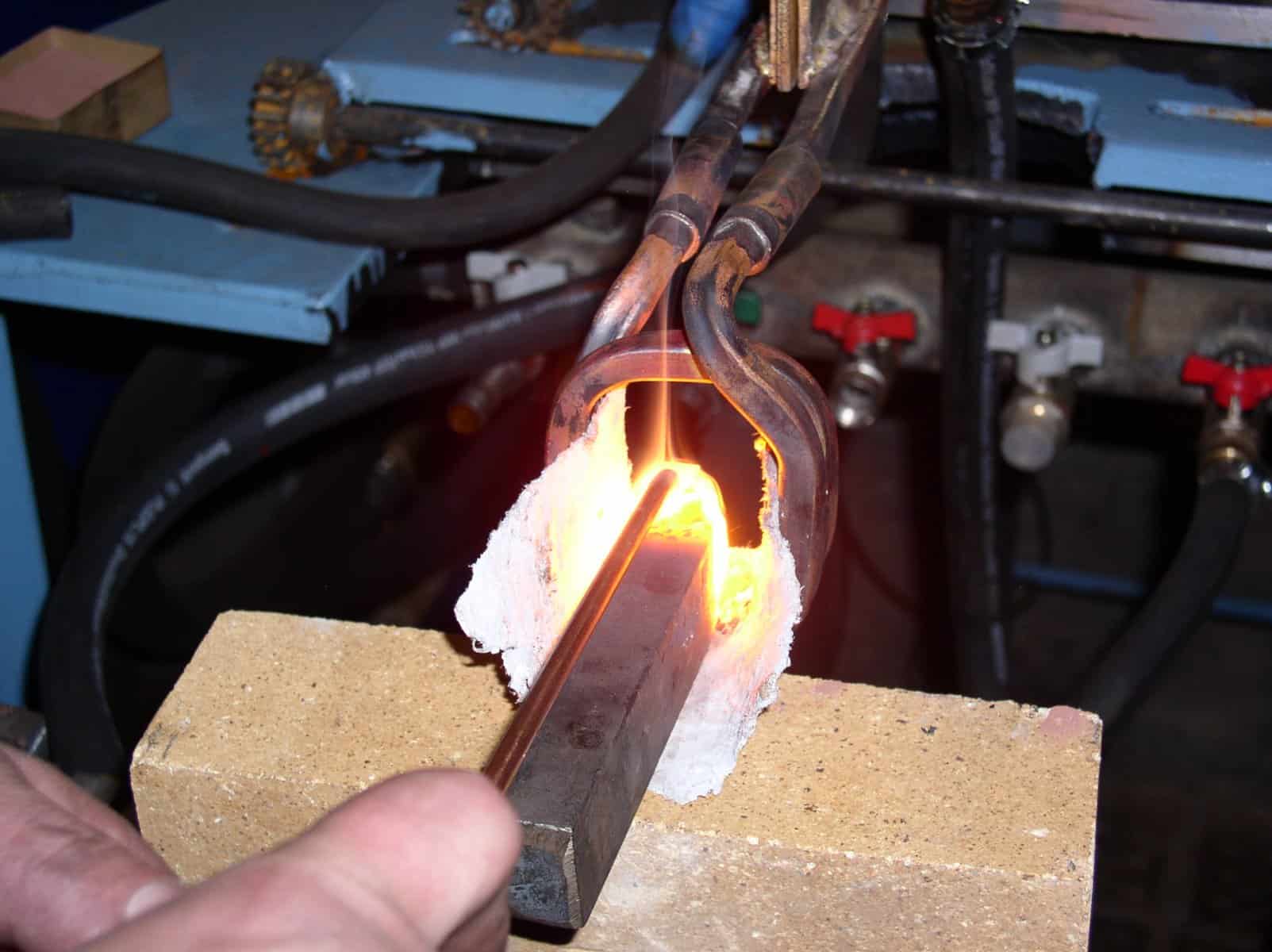
Objetivo: Pré-aquecer uma placa de aço (3,9" x 7,5" x 0,75" / 100mm x 190mm x 19mm) antes do forjamento para criar uma cabeça de enxada com o objetivo de aumentar a produção em comparação com o pré-aquecimento com um forno a gás.
Material: Chapa de aço
Temperatura: 2192 ºF (1200 ºC)
Frequência: 7 kHz
Equipamento de aquecimento por indução: DW-MF-125/100, 125 kW sistema de aquecimento por indução equipado com uma estação de aquecimento remota contendo três condensadores de 26,8 μF.
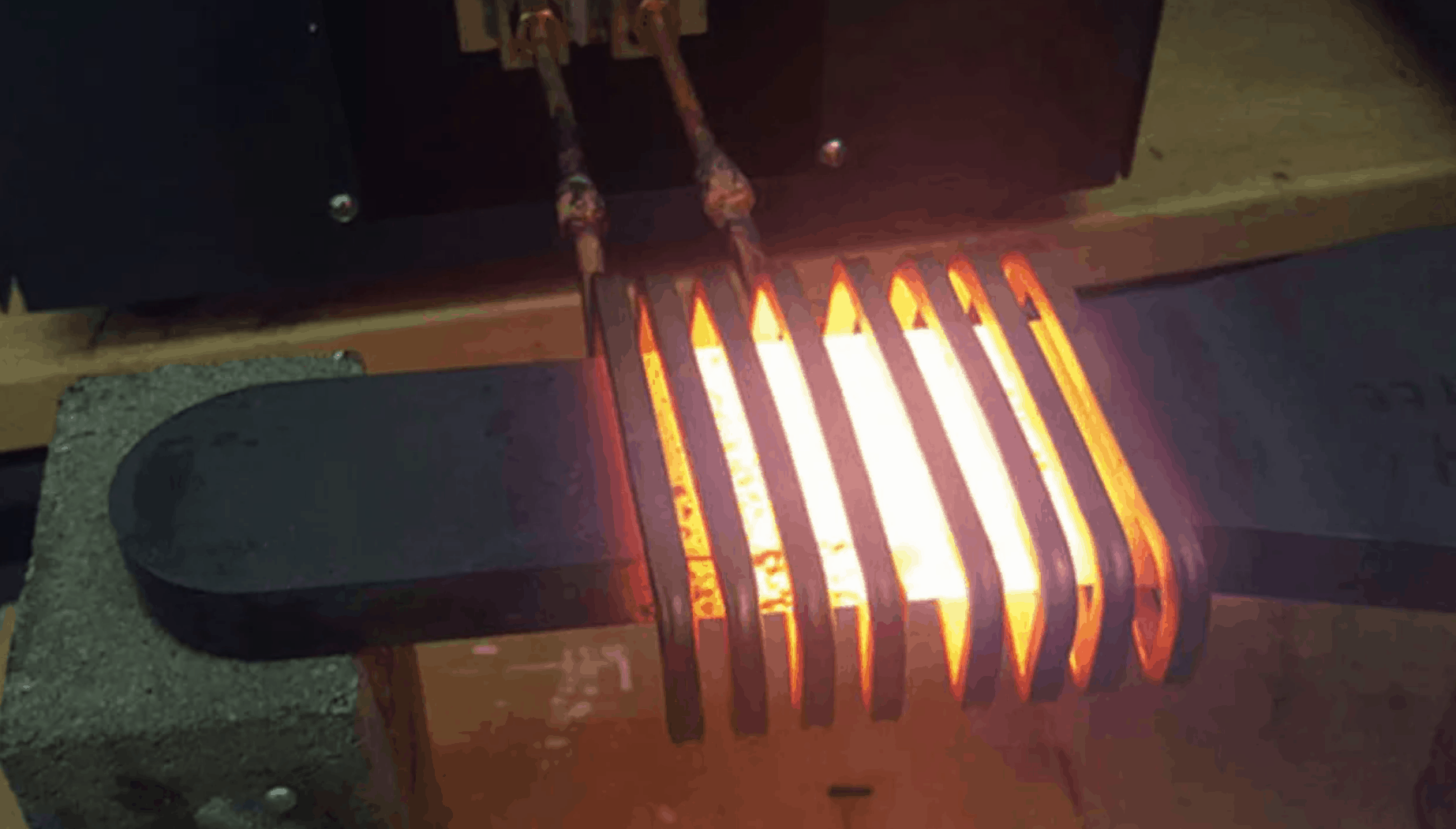
- Uma bobina helicoidal multi-voltas de três posições, concebida e desenvolvida para gerar o calor necessário para esta aplicação.
Processo A placa de aço foi inserida na bobina helicoidal multi-voltas de três posições e a fonte de alimentação foi ligada. Aos 37 segundos, foi introduzida uma segunda placa de aço inoxidável e, aos 75 segundos, foi introduzida uma terceira placa de aço inoxidável. Aos 115 segundos, foi atingida a temperatura desejada para a primeira peça e o processo continuou.
Após o arranque, as peças podem ser aquecidas a cada 37 segundos a partir da sequência em que foram introduzidas. Enquanto o tempo total do ciclo é de 115
segundos, uma peça pode ser retirada a cada 37 segundos, o que permitiu que a indução atingisse a taxa de produção desejada
e obter ganhos consideráveis em comparação com a utilização de um forno a gás.

Resultados/Benefícios
Maior taxa de produção: O processo atingiu uma taxa de produção de 100 peças por hora, enquanto um forno a gás produziu 83 peças por hora
- Repetibilidade: Este processo é repetível e pode ser integrado num processo de produção
- Precisão e eficiência: O aquecimento é preciso e eficiente, sendo o calor aplicado apenas às placas de aço
As temperaturas aproximadas de enformação a quente dos materiais industriais mais utilizados são as seguintes
- Aço 1200º C - Latão 750º C - Alumínio 550º C
Aplicações totais de conformação a quente por indução
As máquinas de aquecimento por indução são normalmente utilizadas para aquecer biletes de aço, barras, blocos de latão e blocos de titânio até à temperatura adequada para forjar e formar a quente.

Aplicações de conformação parcial
O aquecimento indutivo é também utilizado para aquecer peças como extremidades de tubos, extremidades de eixos, peças automóveis e extremidades de barras para processos de conformação parcial e forjamento.
A vantagem do aquecimento por indução
Em comparação com os fornos convencionais, as máquinas de aquecimento por indução para forjamento oferecem vantagens significativas em termos de processo e qualidade:
Tempos de aquecimento muito mais curtos, minimizando a incrustação e a oxidação
Controlo fácil e preciso da temperatura. As peças com temperaturas fora das especificações podem ser detectadas e removidas
Não se perde tempo à espera que o forno atinja a temperatura necessária
Automatizado máquinas de aquecimento por indução requerem um mínimo de trabalho manual
O calor pode ser direcionado para um ponto específico, o que é muito importante para peças com apenas uma área de formação.
Maior eficiência térmica - o calor é gerado na própria peça e não precisa de ser aquecido numa câmara grande.
Melhores condições de trabalho. O único calor presente no ar é o das próprias peças. As condições de trabalho são muito mais agradáveis do que num forno a combustível.
Produtos Relacionados
-

Aquecimento por indução Interior de revestimentos de aço
-
Aquecimento por indução do titânio e do aço inoxidável para o encabeçamento a quente
-

rebites de aquecimento por indução
-
Aquecimento por indução para desmontagem e montagem de rolamentos de grande porte, acoplamentos de eixos, cubos de hélices e rolamentos de turbinas na indústria naval e na manutenção de máquinas pesadas



