









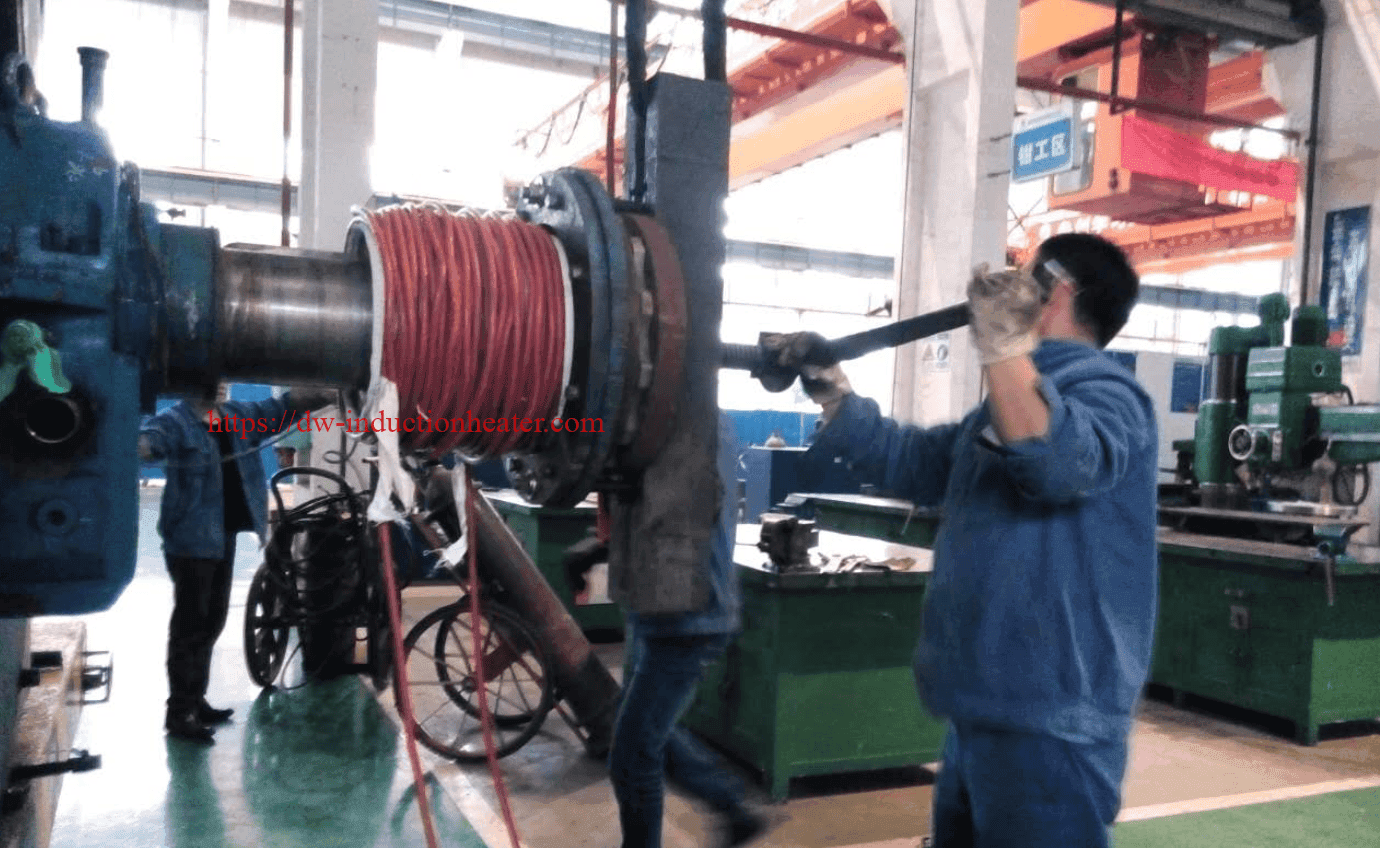

Aquecimento por indução para desmontagem e montagem de rolamentos de grande porte, acoplamentos de eixos, cubos de hélices e rolamentos de turbinas na indústria naval e na manutenção de máquinas pesadas
Descrição
Aquecimento por indução para desmontagem e montagem de rolamentos de grande porte, acoplamentos de eixos, cubos de hélices e rolamentos de turbinas na indústria naval e na manutenção de máquinas pesadas
O aquecimento por indução é um método altamente eficaz e avançado utilizado na indústria da construção naval e na manutenção de maquinaria pesada, nomeadamente para a desmontagem e montagem de grandes componentes, tais como rolamentos, acoplamentos de veios, cubos de hélices e rolamentos de turbinas.
As principais aplicações e benefícios adaptados a cada componente:
1.Rolamentos grandes
- Desmontagem: O aquecimento por indução pode ser utilizado para expandir rolamentos grandes, aquecendo-os seletivamente a temperaturas precisas (normalmente entre 150°C e 250°C). Este aquecimento localizado permite que o rolamento se expanda, afrouxando o seu encaixe no eixo sem causar danos aos componentes próximos.
- Montagem: Para a instalação, o aquecimento por indução garante que a chumaceira se expande uniformemente, permitindo-lhe encaixar com precisão no veio ou na caixa, antes de arrefecer e contrair para um ajuste seguro.
- Vantagens:
- O controlo preciso da temperatura evita o sobreaquecimento, assegurando a integridade estrutural da chumaceira.
- O aquecimento rápido (2 a 10 minutos) reduz significativamente o tempo de inatividade em comparação com os métodos tradicionais.
2.Acoplamentos de eixos
- Desmontagem: Aquecimento por indução elimina a necessidade de métodos mecânicos forçados, expandindo os acoplamentos para os libertar dos eixos de forma segura e eficiente.
- Montagem: Ao instalar novos acoplamentos, o aquecimento por indução ajuda a obter um ajuste preciso e uniforme, expandindo o acoplamento para facilitar a montagem. Uma vez arrefecido, o acoplamento contrai-se firmemente no seu lugar.
- Vantagens:
- O processo não invasivo evita danos nos veios ou nos acoplamentos.
- Aumenta a eficiência da manutenção, o que é vital em operações de construção naval e de maquinaria pesada sensíveis ao tempo.


3.Cubos de hélice
- Desmontagem: Os cubos das hélices em aplicações marítimas são muitas vezes apertados nos veios das hélices. O aquecimento por indução permite uma expansão direcionada do cubo para uma remoção perfeita com um esforço mínimo.
- Montagem: O aquecimento do cubo antes da instalação assegura um encaixe seguro quando arrefecido, minimizando a vibração e mantendo a fiabilidade operacional.
- Vantagens:
- Reduz a dependência de métodos tradicionais como tochas, que podem comprometer a segurança.
- Assegura um aquecimento uniforme, essencial para cubos grandes ou com formas irregulares.
4.Rolamentos de turbina
- Desmontagem: As chumaceiras de turbina são componentes críticos em maquinaria marítima e industrial. O aquecimento por indução permite uma remoção fácil e segura, sem risco de danificar os veios ou as caixas de rolamentos.
- Montagem: Ao expandir os rolamentos apenas o suficiente para encaixar com precisão na posição, o aquecimento por indução permite um ajuste seguro, mantendo o alinhamento e o equilíbrio cruciais para o desempenho da turbina.
- Vantagens:
- Protege os componentes da turbina contra danos causados pelo calor.
- Assegura a precisão e o alinhamento, essenciais para as máquinas que funcionam sob grande tensão.
Aplicações na construção naval e na manutenção de máquinas pesadas
A tecnologia de aquecimento indutivo surgiu como um divisor de águas em vários setores que lidam com componentes estruturais e rotativos grandes e de alto valor. Na construção naval e na manutenção de máquinas pesadas, o aquecimento indutivo oferece um método fiável, preciso e que poupa tempo para desmontar e montar peças como rolamentos de grandes dimensões, acoplamentos de eixos, cubos de hélices e rolamentos de turbinas. Este artigo fornece uma visão aprofundada de como o aquecimento indutivo funciona, por que ele supera os métodos tradicionais e como implementá-lo com segurança e eficiência em aplicações marítimas e industriais pesadas.
Porquê o aquecimento por indução?
- Precisão
- Apenas o componente ou a junta específica é aquecida - as estruturas adjacentes permanecem relativamente frias, reduzindo o risco de deformação ou de danificação das superfícies circundantes.
- Eficiência de tempo
- Os ciclos rápidos de aquecimento reduzem significativamente as horas necessárias para a desmontagem e montagem.
- Isto traduz-se diretamente na minimização do tempo de inatividade de máquinas ou navios dispendiosos.
- Poupança de energia
- O aquecimento por indução visa o próprio metal, minimizando o desperdício de energia térmica que, de outra forma, se perderia em fornos ou métodos baseados em chamas.
- Segurança melhorada
- Muito menos chamas abertas, forças mecânicas pesadas ou grandes configurações hidráulicas.
- Os controlos de temperatura automatizados e o arrefecimento rápido reduzem o risco de lesões do operador.
- Resultados consistentes
- Os aquecedores de indução programáveis garantem a repetibilidade, conduzindo a resultados de desmontagem e montagem previsíveis e de alta qualidade.

Processo de desmontagem com aquecimento por indução
- Inspeção e configuração
- Limpar e inspecionar visualmente a peça (rolamento, cubo ou acoplamento).
- Posicionar a bobina de indução à volta do anel ou da região com o ajuste de interferência.
- Aquecimento controlado
- Alimentar gradualmente a fonte de calor de indução, monitorizando a temperatura através de sensores de infravermelhos ou termopares.
- As temperaturas-alvo variam tipicamente entre 100 °C e 200 °C, dependendo do material e do design do componente.
- Expansão e remoção
- À medida que o metal se expande, o ajuste de interferência afrouxa.
- Utilizar o mínimo de força (por exemplo, um simples puxador ou um empurrão manual) para remover a peça, reduzindo a possibilidade de danos.
- Verificação pós-desmontagem
- Inspecionar as superfícies do eixo, as ranhuras das chavetas ou os orifícios dos parafusos quanto a desgaste, fissuras ou corrosão.
- Documentar as reparações necessárias antes da montagem de componentes novos ou renovados.
Especificações técnicas dos sistemas de aquecimento por indução arrefecidos a ar
O quadro seguinte apresenta os parâmetros técnicos pormenorizados dos modernos sistemas de aquecimento indutivo de 30-200 kW arrefecidos a ar, concebidos para aplicações na indústria pesada:
| Parâmetro | Especificação | Notas |
|---|---|---|
| Gama de potência nominal | 20-200 kW | Escalável com base nos requisitos da aplicação |
| Tensão de entrada | 380V/400V/415V | Compatibilidade trifásica, 50/60Hz |
| Frequência de funcionamento | 10-30 kHz | Optimizado para a penetração de grandes componentes |
| Temperatura máxima | Até 600°C | Suficiente para a maior parte das aplicações de retração |
| Eficiência do aquecimento | ≥85% | Superior aos métodos de aquecimento convencionais |
| Sistema de arrefecimento | Arrefecimento por ar | Não são necessárias ligações externas de água |
| Necessidade de caudal de ar | 15-40 m³/h | Varia consoante a potência nominal |
| Interface de controlo | Ecrã tátil baseado em PLC | Ciclos de aquecimento programáveis |
| Controlo da temperatura | Precisão de ±5°C | Monitorização precisa da temperatura |
| Ciclo de trabalho | 100% @ potência nominal | Capacidade de funcionamento contínuo |
| Classe de proteção | IP54 | Adequado para ambientes industriais |
| Opções da serpentina de aquecimento | Modelos flexíveis e fixos | Configurações específicas da aplicação |
| Caraterísticas de segurança | Proteção contra sobreaquecimento, limitação de corrente | Sistemas de segurança abrangentes |
 Análise de desempenho: Capacidade e eficiência do aquecimento
Análise de desempenho: Capacidade e eficiência do aquecimento

O desempenho dos sistemas de aquecimento por indução arrefecidos a ar varia consoante o tamanho do componente, a composição do material e as temperaturas pretendidas. Os dados a seguir demonstram métricas de desempenho típicas:
| Tipo de componente | Gama de peso (kg) | Temp. alvo (°C) | Tempo de aquecimento (min) | Definição da potência (kW) |
|---|---|---|---|---|
| Rolamentos grandes | 50-300 | 120-150 | 3-12 | 30-75 |
| Acoplamentos de eixos | 100-500 | 150-250 | 8-20 | 50-120 |
| Cubos de hélice | 500-2000 | 150-300 | 15-45 | 100-200 |
| Rolamentos de turbina | 200-800 | 120-200 | 10-30 | 75-150 |
Análise da capacidade de aquecimento
Os sistemas modernos de 30-200kW demonstram capacidades de aquecimento impressionantes que variam entre 1,5 e 2,5 toneladas por hora, dependendo das propriedades do material e das temperaturas alvo. Isto representa uma melhoria de 40-60% em relação às tecnologias de aquecimento mais antigas.
Comparação da eficiência energética
Ao comparar o consumo de energia entre métodos de aquecimento para aplicações idênticas, o aquecimento indutivo demonstra claras vantagens:
| Método de aquecimento | Consumo de energia (kWh) | Eficiência relativa | Emissões de CO₂ (kg) |
|---|---|---|---|
| Aquecimento por indução | 100 | 100% (linha de base) | 40 |
| Maçarico a gás | 180 | 56% | 98 |
| Banho de óleo | 230 | 43% | 92 |
| Forno elétrico | 260 | 38% | 104 |
Processo de montagem (montagem retrátil) com aquecimento por indução
- Preparação da superfície
- Certifique-se de que as superfícies de contacto (eixo, acoplamento ou furos da caixa) estão limpas, sem rebarbas, corrosão e detritos.
- Verificar as tolerâncias dimensionais.
- Aquecimento por indução
- Colocar a bobina à volta do anel interior (para rolamentos) ou à volta do acoplamento/cubo.
- Aquecer até à temperatura de retração recomendada - geralmente entre 80 °C e 130 °C.
- Alinhamento e instalação Swift
- Uma vez suficientemente expandida, instalar a peça no veio ou na caixa.
- O alinhamento correto é crucial para evitar o desequilíbrio do rotor ou o desgaste prematuro.
- Arrefecimento e verificações finais
- Deixar arrefecer o componente em condições ambientais ou com assistência de ar forçado.
- Confirmar um ajuste seguro e apertado quando o metal se contrai.
- Lubrificar de acordo com as recomendações do fabricante e efetuar as inspecções finais de alinhamento.
Melhores práticas e considerações de segurança
- Diretrizes OEM
- O sobreaquecimento pode degradar as propriedades metalúrgicas; respeitar sempre os limites recomendados pelo fabricante.
- Formação de operadores
- Ensinar aos técnicos a colocação correta da bobina, o controlo da temperatura e os procedimentos de desligamento de emergência.
- Equipamento de proteção individual (EPI)
- Óculos de proteção ou protecções faciais, luvas resistentes ao calor e vestuário de proteção ajudam a reduzir os riscos de queimaduras.
- Preparação do espaço de trabalho
- Manter os materiais inflamáveis afastados das zonas aquecidas.
- Assegurar áreas de manuseamento seguras para os componentes quentes enquanto estes arrefecem.
- Manutenção do equipamento
- Inspecionar regularmente as bobinas de indução, os cabos de alimentação e os sistemas de alimentação do líquido de refrigeração.
Estudos de casos do mundo real
Revisão do cubo da hélice do navio
- Cenário: O cubo da hélice de um graneleiro precisava de ser removido para aceder aos vedantes e rolamentos gastos.
- Desafio: O aquecimento tradicional por chama arriscava-se a deformar o eixo da hélice, enquanto os macacos hidráulicos representavam um elevado esforço mecânico.
- Solução: Foi utilizado um aquecedor de indução de 25 kW para aquecer uniformemente o cubo a 120 °C, permitindo a remoção com o mínimo de força. O estaleiro concluiu as reparações 40% mais rapidamente do que com a anterior abordagem baseada na chama.
Substituição de rolamentos de turbina na produção de energia
- Cenário: Uma turbina a vapor necessitou de substituição periódica de rolamentos durante uma paragem planeada.
- Desafio: O aquecimento do forno e a extração mecânica aumentariam significativamente o tempo de inatividade, o que custaria à fábrica a perda de produção de energia.
- Solução: O aquecimento por indução dilatou rapidamente cada anel de rolamento para que pudesse ser retirado do eixo da turbina com facilidade. O tempo de paragem foi reduzido em dois dias, poupando uma soma estimada em seis dígitos em custos operacionais.


Conclusão
Aproveitando aquecimento por indução Para a desmontagem e montagem de grandes rolamentos, acoplamentos de eixos, cubos de hélices e rolamentos de turbinas, os estaleiros e as equipas de manutenção de maquinaria pesada evitam muitos inconvenientes dos métodos tradicionais. O aquecimento rápido, previsível e localizado melhora a qualidade, reduz a possibilidade de danos e encurta drasticamente os prazos de reparação - todos factores críticos em indústrias onde a disponibilidade e fiabilidade do equipamento se traduzem diretamente na economia final.
Adoção à medida soluções de indução e seguir as melhores práticas maximizará os benefícios desta tecnologia, transformando trabalhos de manutenção complexos em operações mais suaves, mais seguras e mais económicas.



