Conjunto de tubo de alumínio para brasagem por indução
Descrição
Objetivo
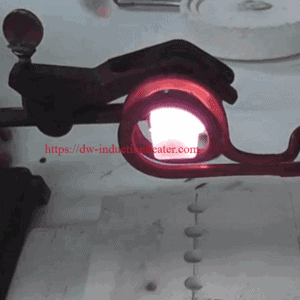
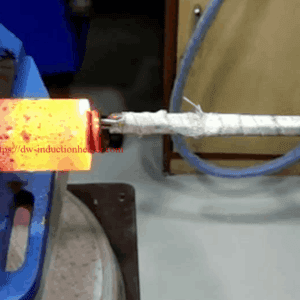
Este estudo de caso examina a implementação de brasagem por indução para unir conjuntos de tubos de alumínio no fabrico de automóveis. O objetivo específico era desenvolver um processo fiável, eficiente e repetível para a brasagem de tubos e acessórios de alumínio para produzir componentes de alta qualidade para sistemas de arrefecimento automóvel.
Configuração do equipamento
O sistema de brasagem por indução utilizou o seguinte equipamento:
- Fonte de alimentação: Aquecedor de indução DW-UHF-10kW com uma gama de frequências de 350-500 kHz
- Frequência de funcionamento: 433 kHz (optimizado para aquecimento de alumínio)
- Bobina de indução: Bobina panqueca de posição única e múltiplas voltas, concebida à medida
- Monitorização térmica: Sensor de temperatura por infravermelhos sem contacto
- Fixação: Gabaritos de posicionamento concebidos à medida para uma colocação consistente das peças


Especificações do material
- Componentes primários: Tubo de alumínio (liga 6061-T6) e encaixe de alumínio (liga 6063)
- Dimensões do tubo: 32 mm de diâmetro exterior com 1,5 mm de espessura de parede
- Liga de brasagem: Metal de enchimento Al-Si-Mg (liga 4047)
- Fluxo: Fluxo de brasagem de alumínio não corrosivo
Parâmetros do processo
- Temperatura alvo: 1100°F (593°C)
- Tempo de aquecimento22 segundos para atingir a temperatura de brasagem
- Tempo de espera: 8 segundos à temperatura de brasagem
- Método de arrefecimento: Arrefecimento por ar forçado
- Tempo de ciclo: 45 segundos no total (incluindo o manuseamento das peças)
Testes e análise de dados
| Parâmetro | Teste 1 | Teste 2 | Teste 3 | Teste 4 | Teste 5 | Média |
|---|---|---|---|---|---|---|
| Tempo de aquecimento (s) | 23.2 | 21.8 | 22.5 | 21.9 | 22.6 | 22.0 |
| Temperatura máxima (°F) | 1103 | 1097 | 1102 | 1099 | 1101 | 1100.4 |
| Uniformidade de temperatura (±°F) | 12 | 15 | 11 | 14 | 13 | 13 |
| Consumo de energia (kW) | 8.7 | 8.9 | 8.8 | 8.7 | 8.9 | 8.8 |
| Resistência à tração da junta (MPa) | 168 | 172 | 170 | 169 | 171 | 170 |
| Taxa de aprovação no teste de estanqueidade (%) | 100 | 100 | 100 | 100 | 100 | 100 |
| Qualidade da secção transversal conjunta* | 4.8 | 4.7 | 4.9 | 4.8 | 4.8 | 4.8 |
*Escala de classificação da qualidade: 1-5 (5 corresponde a uma penetração e distribuição perfeitas do material de enchimento)
Validação do processo
O exame metalúrgico das juntas soldadas revelou um fluxo consistente de metal de enchimento e penetração com o mínimo de vazios ou inclusões. Os testes de pressão confirmaram que todas as amostras excederam a especificação de pressão de funcionamento de 1,5x. O padrão de aquecimento fornecido pelo design personalizado da bobina em forma de panqueca garantiu uma distribuição uniforme da temperatura em torno da área da junta, evitando o sobreaquecimento localizado.
 Benefícios da brasagem por indução para montagem de tubos de alumínio
Benefícios da brasagem por indução para montagem de tubos de alumínio
| Benefício | Descrição | Resultado quantificado |
|---|---|---|
| Eficiência de produção | Tempo de ciclo reduzido em comparação com a brasagem por chama | 68% redução do tempo de processamento |
| Eficiência energética | Fornecimento preciso de energia apenas onde é necessário | Poupança de energia do 42% em comparação com a brasagem em forno |
| Melhoria da qualidade | Qualidade consistente das juntas com o mínimo de defeitos | Taxa de defeitos reduzida de 3,2% para 0,3% |
| Segurança no local de trabalho | Sem chamas abertas ou gases de combustão | Zero incidentes de segurança registados |
| Controlo de processos | Controlo preciso da temperatura e repetibilidade | Variação de temperatura dentro de ±13°F |
| Impacto ambiental | Sem emissões de combustão, utilização reduzida de fluxo | 65% Redução dos resíduos perigosos |
| Flexibilidade operacional | Troca rápida entre diferentes geometrias de peças | Tempo de configuração reduzido por 74% |
| Compatibilidade de automação | Facilmente integrado com sistemas robóticos de manuseamento | Custos de mão de obra reduzidos em 38% |
| Utilização do espaço | Espaço de equipamento compacto | 56% redução do espaço de produção |
| Poupança de custos | Redução global dos custos de produção | 27% diminuição do custo unitário total |
Conclusão
A implementação de brasagem por indução para conjuntos de tubos de alumínio provou ser muito bem sucedido nesta aplicação automóvel. O sistema personalizado que funciona a 453 kHz proporcionou um controlo preciso do aquecimento para atingir a temperatura alvo de 1100°F (593°C) de forma consistente. O processo demonstrou uma excelente fiabilidade com taxas de aprovação nos testes de fuga 100% e uma qualidade superior das juntas. Os benefícios em termos de eficiência de produção, melhoria da qualidade e redução de custos tornaram esta tecnologia uma alternativa superior aos métodos tradicionais de brasagem para componentes de alumínio para automóveis.