Brasagem por indução de tubos de aço inoxidável
Descrição
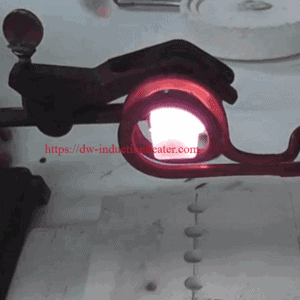
Brasagem por indução de tubos de aço inoxidável com sistema de aquecimento de alta frequência
Objetivo da investigação
Para soldar dois comprimentos de tubos de aço inoxidável a baixa temperatura em 20 segundos
Peças e materiais Descrição
(2) Tubos de aço de .350 O.D., um com um ligeiro alargamento na extremidade; fio de brasagem BAg-24, fluxo preto
Temperatura necessária
1330°F
Equipamento de aquecimento por indução
DW-UHF-10kW Fonte de alimentação de indução RF, indutor helicoidal de 4 voltas (bobina) com 1,5" O.D.
Frequência de funcionamento
300 kHz
Procedimento de aquecimento
O ensaio foi efectuado numa atmosfera ao ar livre. Foi utilizado um indutor helicoidal de quatro voltas, especialmente concebido para proporcionar um aquecimento ótimo à área da junta. Os testes iniciais foram efectuados com peças nuas e tintas de deteção de temperatura para estabelecer o tempo até à temperatura e os perfis de aquecimento. O fio de brasagem BAg-24 foi moldado em pré-formas para se adaptar ao diâmetro externo da secção de tubo reto. Foi também aplicado fluxo preto em ambos os tubos. As duas secções de tubo foram então encaixadas com as pré-formas de brasagem contra a secção de tubo alargada. Após a aplicação de energia de RF durante 18 segundos, o fio de brasagem atingiu uma temperatura de 1330°F. O fio derreteu e fluiu para a junta. A potência de RF foi mantida por mais dois segundos para garantir que todo o fio de brasagem se fundisse.
Conclusão
Foram obtidos resultados consistentes e repetíveis a 1330°F em 20 segundos. O fio de brasagem derreteu e fluiu uniformemente na área da junta.