Stalowy łącznik do hartowania powierzchniowego
Opis
Indukcyjne powierzchniowe hartowanie stali do temperatury 1600 ºF (871 ºC) dla zastosowań hartowniczych
Indukcyjne hartowanie powierzchniowe kształtek stalowych dla producenta części obrabianych jest zwykle przeprowadzane przez nagrzewanie indukcyjne, a głównymi parametrami technicznymi są twardość powierzchni, twardość lokalna i efektywna głębokość utwardzonej warstwy.

Materiał: Złączki stalowe (średnica 0,75"/19 mm)
Temperatura: 1600 ºF (871 ºC)
Częstotliwość: 368 kHz
Sprzęt:
–Indukcyjny system grzewczy DW-UHF-10kW wyposażony w zdalną stację grzewczą zawierającą dwa kondensatory 1,0 μF
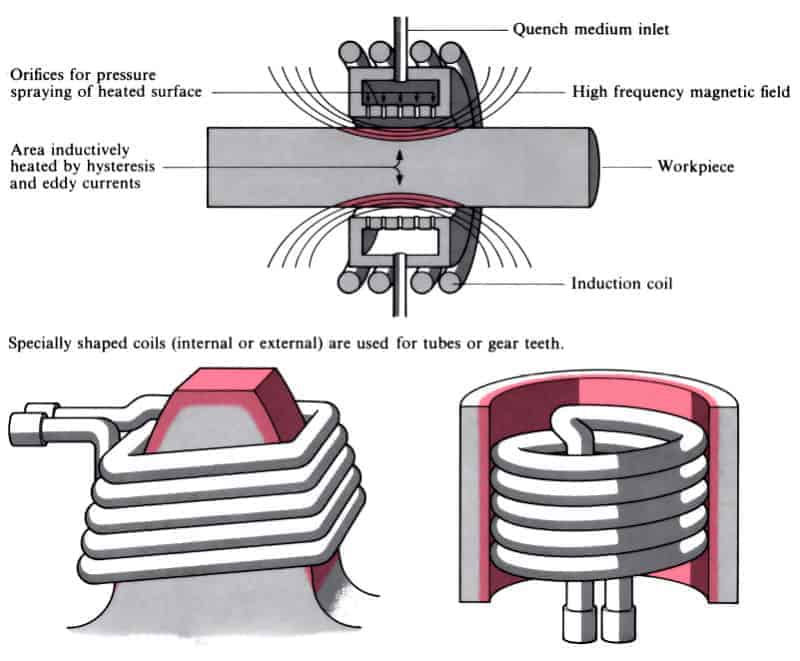
-Trójobrotowa spiralna nagrzewnica indukcyjna zaprojektowana i opracowana specjalnie do tego zastosowania.
Proces hartowania indukcyjnego
The Konstrukcja indukcyjnej cewki grzewczej Umożliwiło to podniesienie części do wężownicy grzewczej od dołu. Konstrukcja została również zaprojektowana tak, aby zapewnić, że będzie dobrze działać w bieżącej konfiguracji klienta. Wstępne testy odbyły się przy użyciu farb wskazujących temperaturę w celu oceny jednorodności wzoru nagrzewania i prędkości nagrzewania. Po uzyskaniu dobrego wzorca nagrzewania, próbki były przetwarzane w odstępach czasowych 1,0, 1,25 i 1,5 sekundy. Po podgrzaniu próbki poddano hartowaniu w wodzie, aby zakończyć proces utwardzania.

Wyniki/korzyści
Szybkość: Oprawa została nagrzana w czasie znacznie krótszym niż dwie sekundy
Wydajność: Indukcja zużywa mniej energii niż konkurencyjne metody ogrzewania
Footprint/Design: Ogrzewanie indukcyjne można wdrożyć, zajmując niewielką powierzchnię podłogi, a konstrukcja cewki pasuje do układu operacyjnego klienta