Spawanie indukcyjne z podgrzewaniem wstępnym samochodowej skrzyni biegów
Opis
Spawanie indukcyjne z podgrzewaniem wstępnym samochodowej skrzyni biegów
Cel: Do wstępnego podgrzania stalowej osi o średnicy zewnętrznej 91 mm (3,6") z trzema liniami spawania do temperatury 350ºC (662ºF), przy czym każda linia spawania jest podgrzewana do temperatury w ciągu pięciu sekund.
![]() Materiał: Dostarczona przez klienta stalowa oś o średnicy zewnętrznej 3,6" (91 mm)
Materiał: Dostarczona przez klienta stalowa oś o średnicy zewnętrznej 3,6" (91 mm)
Temperatura: 662 ºF (350 ºC)
Częstotliwość: 121 kHz
Sprzęt: DW-HF-45kW 50-150 kHz indukcyjny system grzewczy wyposażony w zdalną stację grzewczą zawierającą osiem kondensatorów 1,0 μF połączonych szeregowo równolegle
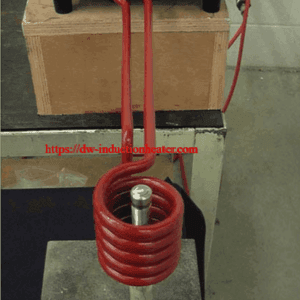
- Jednopozycyjny otwór wewnętrzny indukcyjna cewka grzewcza zaprojektowany i opracowany specjalnie dla tej aplikacji.
 Proces podgrzewania indukcyjnego: Stalowa oś została pomalowana farbą wskazującą temperaturę, a do części przymocowano termoparę. Indukcyjna cewka grzewcza została umieszczona wewnątrz stalowej osi i włączono zasilanie. Takie podejście umożliwiło podgrzanie linii zgrzewania do temperatury 350ºC (662ºF) w ciągu pięciu sekund, zgodnie z życzeniem klienta. Zasilacz można zaprogramować tak, aby wyłączył się po żądanym czasie nagrzewania - w tym przypadku po pięciu sekundach. Następnie cewka może zostać przeniesiona do drugiej i trzeciej linii zgrzewania.
Proces podgrzewania indukcyjnego: Stalowa oś została pomalowana farbą wskazującą temperaturę, a do części przymocowano termoparę. Indukcyjna cewka grzewcza została umieszczona wewnątrz stalowej osi i włączono zasilanie. Takie podejście umożliwiło podgrzanie linii zgrzewania do temperatury 350ºC (662ºF) w ciągu pięciu sekund, zgodnie z życzeniem klienta. Zasilacz można zaprogramować tak, aby wyłączył się po żądanym czasie nagrzewania - w tym przypadku po pięciu sekundach. Następnie cewka może zostać przeniesiona do drugiej i trzeciej linii zgrzewania.
Proces wyników/korzyści: Ponieważ cewka znajduje się wewnątrz osi, nie przeszkadza i można ją łatwo przenieść do następnej linii spawania
- Szybkość: Indukcja i proponowany proces umożliwiają podgrzewanie linii spawalniczych do temperatury w docelowym zakresie.
czas
- Bezpłatne testy laboratoryjne: Jest to nowy projekt dla klienta, a testowanie HLQ Lab Service Request umożliwiło klientowi
przetestować ich zastosowanie i opracowano innowacyjne podejście