Lutowanie indukcyjne mosiężnej rury do mosiężnego dysku
Opis
Lutowanie indukcyjne wysokiej częstotliwości mosiężnej rury do mosiężnego dysku Aplikacje

Cel
Klient musi przylutować mosiężny trzpień do mosiężnego znacznika pomnika.
- Wykorzystuje lut srebrny do lutowania stopów, z topnikiem Stay Silv
- Obecny proces wykorzystuje palnik, który zajmuje 2-3 minuty na sztukę.
Sprzęt
Nagrzewnica indukcyjna DW-HF-15kw do lutowania twardego
Materiały
- Próbki wykonane są z mosiądzu. Rura centralna - średnica zewnętrzna .500" (12,7 mm) (grubość ścianki 0,0605" (1,537 mm)) x wysokość 2,9/3" (73,66 mm).
- Płytka znacznika - 3,6" (91,44 mm) średnicy zewnętrznej x 0,125" (3,175 mm) grubości (nominalnej), lekko wklęsła.
- Stop - pręt Sil Fos - 0,125" (3,175 mm) x 0,050" (1,27 mm)
- Flux
Kluczowe parametry
Temperatura: 1475-1500°F (801-815°C)
Moc: 5 kW
Czas: 45 sekund

Proces lutowanie indukcyjne:
- Aby zademonstrować eliminację "ręcznego podawania" stopu (powszechna praktyka podczas lutowania palnikiem), uformowaliśmy stop klienta w pierścień, aby ściśle przylegał do środkowej rury słupka. Metoda ta zapewnia kilka korzyści w operacjach produkcyjnych: (a) Stop we wstępnie uformowanych pierścieniach zapewnia jednolitą ilość dla każdego cyklu, co skutkuje jednolitymi połączeniami i zwilżaniem (b) kontrola operatora jest zastąpiona jednolitymi pierścieniami ze stopu - operatorzy nie muszą posiadać szczególnych umiejętności, jak w przypadku lutowania palnikiem. Wstępnie uformowane pierścienie ze stopu mogą być dostarczone przez dostawcę stopu w celu ścisłego dopasowania do średnicy zewnętrznej rury.
- Spryskaliśmy topnikiem rurkę i obszar styku na płytce znacznika za pomocą dostarczonego białego topnika Stay Silv i przesunęliśmy wstępnie uformowany pierścień ze stopu na spód rurki, aby zetknął się zarówno z rurką, jak i znacznikiem na ich styku.
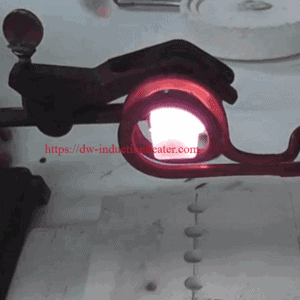
- Cewka o dwóch przekrojach/średnicach została zaprojektowana tak, aby równomiernie podgrzać rurę i płytę do około 1500 0F na styku części - po osiągnięciu temperatury przepływu stopu, wstępnie uformowane pierścienie opłynęły rurę i pokryły ją znacznikami, tworząc kompletny lut. Nałożoną warstwę pozostawiono do zestalenia, a następnie zespół opuszczono z cewki i poddano kąpieli wodnej w celu usunięcia pozostałości topnika.

Korzyści z lutowanie indukcyjne:
- Precyzyjna kontrola czasu i temperatury
- Moc na żądanie z szybkimi cyklami nagrzewania
- Powtarzalny proces, niezależny od operatora
- Bezpieczne ogrzewanie bez otwartego ognia
- Energooszczędne ogrzewanie