
Indukcyjne lutowanie wysokiej częstotliwości aluminiowych połączeń teowych rur
Cel
Lutowanie indukcyjne wielu aluminiowych połączeń rurowych w kształcie litery T przez mniej niż 10 sekund każde oraz lutowanie aluminiowego łącznika w aluminiowej rurze 1,25″ (32 mm).
Aplikacja dotyczy lutowania zespołu rur aluminiowych składającego się z dwóch równoległych rur o średnicy zewnętrznej 1,25″ (32 mm), grubości ścianki 0,08″ (2 mm) i długości od 31,4″ (0,8 m) do 86,6″ (2,2 m). Rury te są połączone w kształcie drabiny z mniejszymi rurami o średnicy zewnętrznej 0,7″ (18 mm), grubości ścianki 0,05″ (1,5 mm) i długości. Małe rurki mają odległość 1,57″ (40 mm) między każdą z mniejszych rurek.
Aplikacja ma dwa rodzaje połączeń do wykonania:
Złącze 1: Złącze w kształcie litery "T" - między większą rurą a mniejszymi rurami.
Złącze 2: Złącze do lutowania obu końców większych rur z aluminiową złączką.
Wymagane jest, aby cewka była statyczna, a cały zespół mechaniczny wykonywał ruch krokowy w celu wykonania połączeń w kształcie litery T. Złącza montażowe są wykonywane później.
Podczas tego procesu większe rurki znajdują się w pozycji poziomej, podczas gdy mniejsze są ustawione pionowo.
Nasze początkowe informacje były takie, że dostęp do lutowania jest dozwolony tylko z boku.
Zalecany sprzęt
Złącze 1: Zalecany sprzęt do lutowania indukcyjnego dla złącza 1 to DW-HF-4 Indukcyjna maszyna grzewcza 5KW. Cewka kanałowa to
Indukcyjna maszyna grzewcza 5KW. Cewka kanałowa to
 zalecany do podgrzewania 2 lub 3 spoin w tym samym czasie i kontroli temperatury, aby pomóc utrzymać odpowiednią temperaturę do zakończenia spoin.
zalecany do podgrzewania 2 lub 3 spoin w tym samym czasie i kontroli temperatury, aby pomóc utrzymać odpowiednią temperaturę do zakończenia spoin.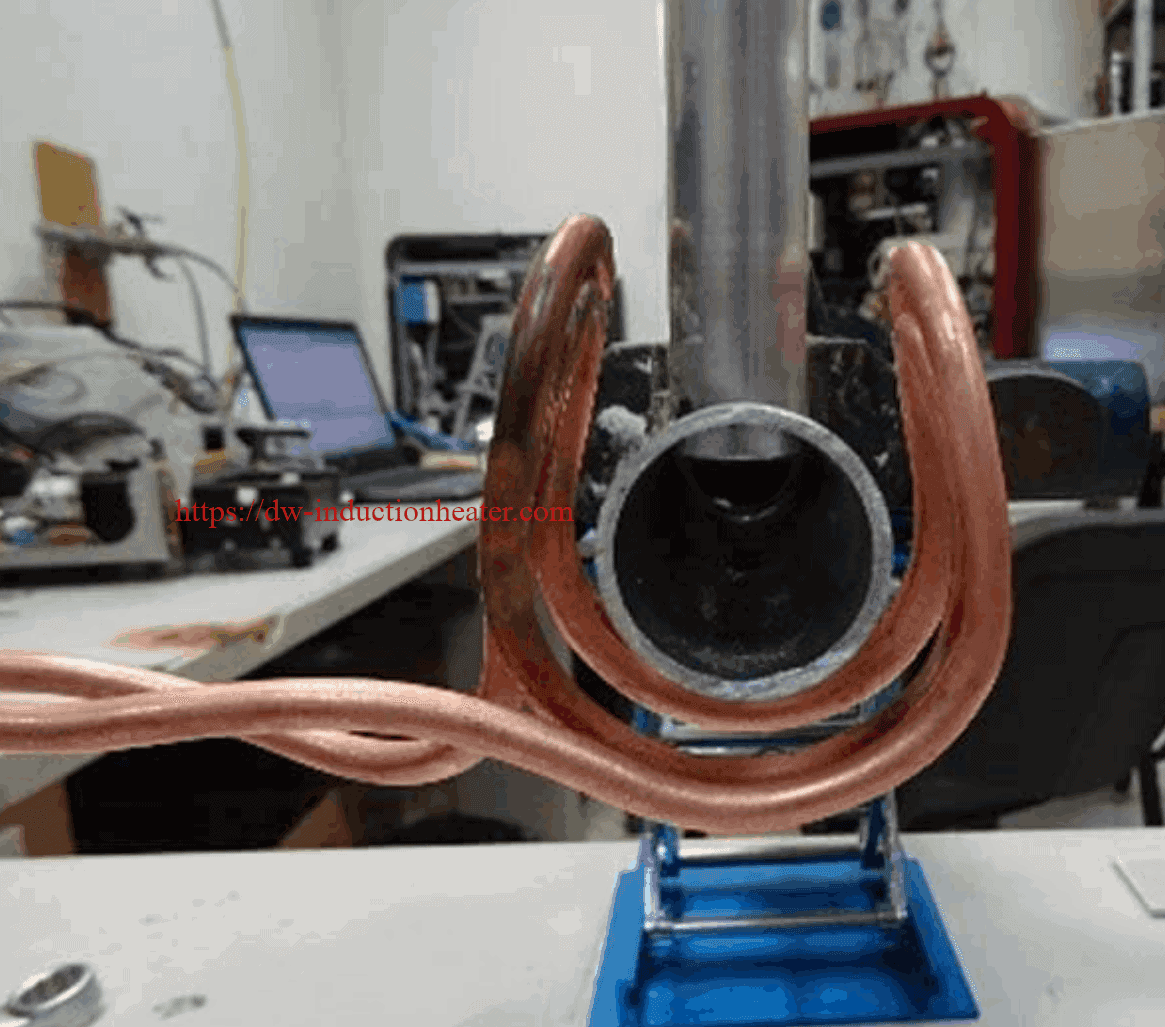

Złącze 2: Zalecany sprzęt dla złącza 2 to Indukcyjna maszyna grzewcza DW-HF-15kw.
Materiały
Rury aluminiowe Ø 1,25″ (32 mm) i Ø 0,7″ (18 mm)

 m
m