
Cel
W pełni solidne indukcyjne złącza lutownicze wysokiej częstotliwości do małych rur miedzianych przy użyciu systemu lutowania indukcyjnego DW-UHF-10 kW i dostępnej dzielonej cewki laboratoryjnej
Test 1
Sprzęt
Maszyna do lutowania indukcyjnego DW-UHF-10kw

Materiały
- Rurka miedziana - Rurka ssąca
- Pasta lutownicza
Kluczowe parametry
Moc: 9,58 kW
Temperatura: Około 1500° F (815° C)
Czas: 5 - 5,2 s
Test 2
Sprzęt
DW-UHF-10kw system lutowania indukcyjnego
Materiały
- Rurka miedziana - Rurka skraplacza
- Pasta lutownicza
Kluczowe parametry
Moc: 8,83 kW
Temperatura: Około 1300° F (704° C)
Czas: 2 s

Proces:
Test 1
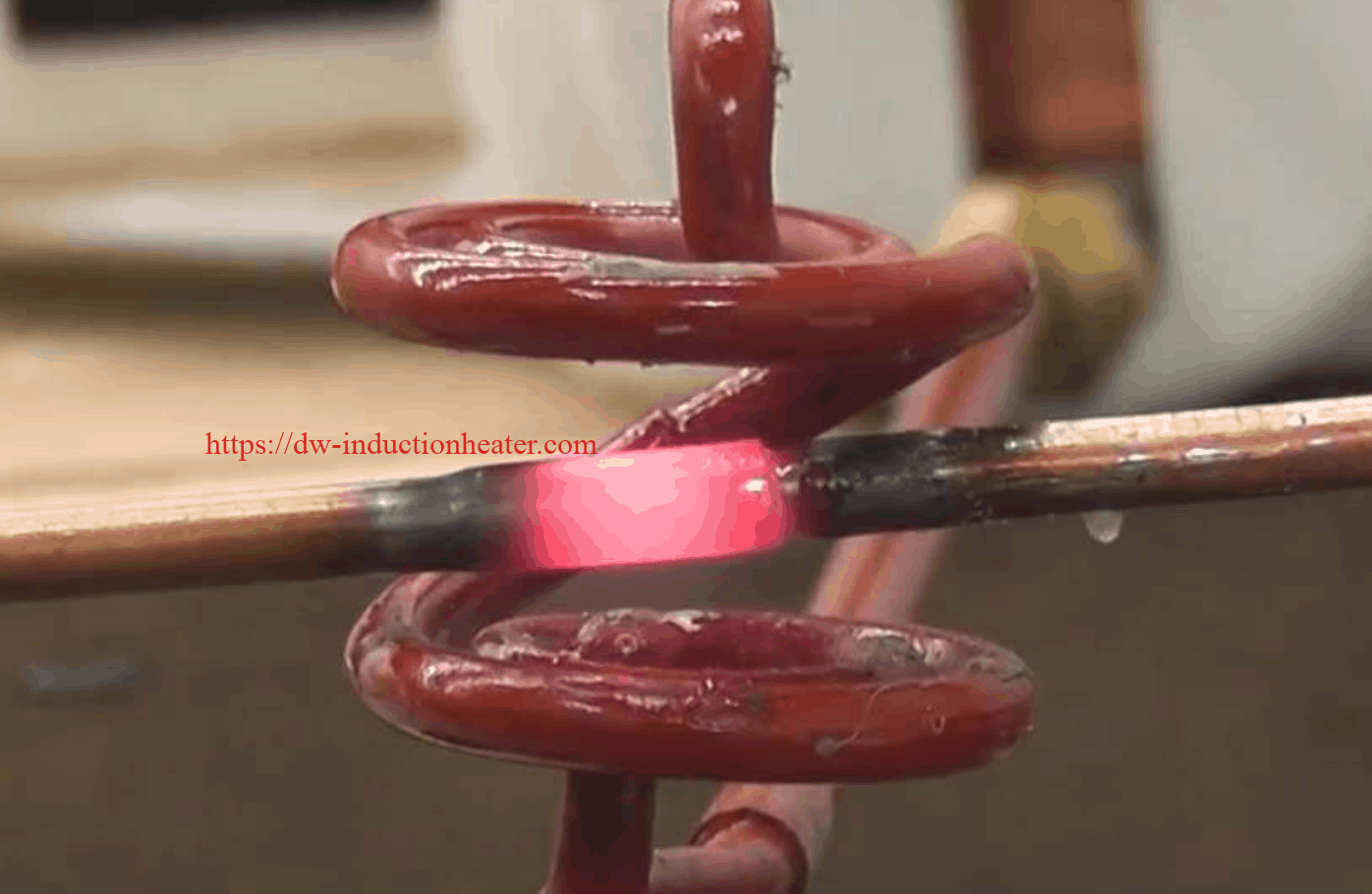
Ponieważ do testu dostarczono tylko jeden zespół, skonfigurowaliśmy obciążenie testowe przy użyciu rurki miedzianej o grubych ściankach 5/16 ", w taki sposób, że jedna rura przyjęła drugą na uformowanym otwartym końcu kołnierza. Czas nagrzewania został oszacowany na podstawie użycia farby tempilaque do wskazania temperatury. Zespół testowy (a następnie dostarczone komponenty) został zmontowany z powłoką pasty lutowniczej ze stopu 505 i umieszczony w laboratoryjnej cewce testowej zgodnie z załączonymi zdjęciami) Stwierdzono, że cykl nagrzewania 5 - 5,2 sekundy zapewnia przepływ stopu i wykonanie połączenia.
Test 2:
Mniejszy zespół rurki (rurka skraplacza) został zmontowany, a pierścień z dostarczonego stopu lutowniczego (lut srebrny) został uformowany i umieszczony na przecięciu dwóch rurek. Czas nagrzewania wynoszący 2 sekundy był wystarczający do wypłynięcia stopu i wykonania połączenia.

Wyniki/korzyści:
- Jak wykazano, system lutowania indukcyjnego DW-UHF-10kw jest w stanie nagrzewać indukcyjnie zarówno największe, jak i najmniejsze sekcje rura-rura w celu wykonania połączenia lutowanego. Czasy nagrzewania przy użyciu dostępnej cewki testowej mieszczą się w oczekiwaniach dotyczących czasu nagrzewania produkcyjnego wymaganych przez FLDWX
- HLQ będzie wymagać pełnego montażu do przeglądu w celu opracowania ostatecznej wersji. Konstrukcja indukcyjnych cewek grzewczych który może pomieścić wszystkie 12 połączeń wskazanych na zdjęciu układu. Konieczne jest poznanie i sprawdzenie odstępów między połączeniami rur, które mają być lutowane, a stalową sekcją sprężarki, aby upewnić się, że na stalową obudowę nie ma wpływu powstające pole RF wytwarzane na cewce obciążenia. Ten ostateczny projekt może wymagać dodania materiałów ferrytowych do cewki, które będą służyć do skupienia pola RF na miedzianych przewodach, a nie na stalowej obudowie.
- Wstępne testy zostały zakończone na DW-UHF-10 kW z wykorzystaniem dostępnej cewki laboratoryjnej. Produkcyjna indukcyjna cewka grzewcza będzie umieszczona w nieprzewodzącej obudowie, która pozwoli operatorowi na użycie jej do zlokalizowania cewki względem miedzianych przewodów w celu dokładnego i pozytywnego umiejscowienia ogrzewania w procesie lutowania. Konstrukcja cewki produkcyjnej będzie zawierała krótsze przewody niż cewka testowa i będzie skonfigurowana w taki sposób, aby poprawić cykle nagrzewania (krótsze czasy nagrzewania).

- HLQ może dostarczyć system z opcjonalną kontrolą procesu. W rzeczywistości będzie to zaprogramowany cykl procesu, który zostanie opracowany dla każdego złącza wymienionego na zdjęciu montażowym dostarczonym wraz z wnioskiem o aplikację od FLDWX. Każde z 12 złączy zostanie zaprogramowane sekwencyjnie, aby dostosować się do każdego konkretnego złącza - pozwoli to operatorowi poruszać się w tej samej kolejności, jak zaprogramowano od złącza 1 do złącza 12. Każdy cykl indukcyjnej cewki/uchwytu lutowniczego U przeniesie proces od złącza 1 (czas nagrzewania i moc %) do złącza 2 (czas nagrzewania i moc %) itd. aż do złącza 12. Po wprowadzeniu sekwencji należy postępować zgodnie z nią dla każdego zespołu. Pozwoli to wyeliminować zgadywanie czasu lutowania dla każdego złącza, zapewniając powtarzalność procesu.

- Inną opcją do rozważenia byłaby opcja ramienia robotycznego HLQ. Opcja ta obsługuje cewki do lutowania indukcyjnegoRamię podtrzymujące obraca się i przesuwa cewkę/obudowę cewki oraz uruchamia zespół po zaprogramowaniu w celu umieszczenia cewki w każdym obszarze połączenia. Ramię podpierające obraca i przesuwa cewkę/obudowę cewki do właściwej pozycji i kąta dla każdego złącza, zapewniając pozycję gleby i czas nagrzewania.
