
Zastosowania procesu hartowania indukcyjnego powierzchni
Czym jest hartowanie indukcyjne?
Hartowanie indukcyjne to forma obróbki cieplnej, w której metalowa część o wystarczającej zawartości węgla jest podgrzewana w polu indukcyjnym, a następnie szybko chłodzona. Zwiększa to zarówno twardość, jak i kruchość części. Nagrzewanie indukcyjne pozwala na zlokalizowane nagrzewanie do wcześniej określonej temperatury i umożliwia precyzyjną kontrolę procesu hartowania. Gwarantuje to powtarzalność procesu. Zwykle hartowanie indukcyjne stosuje się do części metalowych, które muszą mieć dużą odporność na zużycie powierzchni, przy jednoczesnym zachowaniu ich właściwości mechanicznych. Po zakończeniu procesu hartowania indukcyjnego metalowy przedmiot obrabiany musi zostać schłodzony w wodzie, oleju lub powietrzu w celu uzyskania określonych właściwości warstwy powierzchniowej.

Hartowanie indukcyjne to metoda szybkiego i selektywnego utwardzania powierzchni metalowej części. Miedziana cewka przenosząca znaczny poziom prądu przemiennego jest umieszczana w pobliżu (nie dotykając) części. Ciepło jest generowane na powierzchni i w jej pobliżu przez prądy wirowe i straty histerezy. Hartowanie, zwykle na bazie wody z dodatkiem takim jak polimer, jest kierowane na część lub jest ona zanurzona. Powoduje to przekształcenie struktury w martenzyt, który jest znacznie twardszy niż wcześniejsza struktura.
Popularnym, nowoczesnym rodzajem sprzętu do hartowania indukcyjnego jest skaner. Część jest utrzymywana między środkami, obracana i przepuszczana przez cewkę progresywną, która zapewnia zarówno ciepło, jak i hartowanie. Hartowanie jest kierowane poniżej cewki, więc każdy obszar części jest szybko chłodzony natychmiast po podgrzaniu. Poziom mocy, czas przebywania, szybkość skanowania (posuwu) i inne zmienne procesu są precyzyjnie kontrolowane przez komputer.
Proces utwardzania powierzchniowego stosowany w celu zwiększenia odporności na zużycie, twardości powierzchni i trwałości zmęczeniowej poprzez utworzenie utwardzonej warstwy powierzchniowej przy jednoczesnym zachowaniu nienaruszonej mikrostruktury rdzenia.
Hartowanie indukcyjne służy do zwiększania właściwości mechanicznych elementów żelaznych w określonym obszarze. Typowe zastosowania to układ napędowy, zawieszenie, elementy silnika i wytłoczki. Hartowanie indukcyjne doskonale nadaje się do naprawy roszczeń gwarancyjnych / awarii w terenie. Główne korzyści to poprawa wytrzymałości, zmęczenia i odporności na zużycie w lokalnym obszarze bez konieczności przeprojektowywania komponentu.
Procesy i branże, które mogą korzystać z hartowania indukcyjnego:
Obróbka cieplna
Hartowanie łańcucha
Hartowanie rur i przewodów rurowych
Przemysł stoczniowy
Lotnictwo i kosmonautyka
Kolej
Motoryzacja
Odnawialne źródła energii

Zalety hartowania indukcyjnego:
Preferowane dla komponentów poddawanych dużym obciążeniom. Indukcja nadaje wysoką twardość powierzchni z głęboką obudową zdolną do przenoszenia ekstremalnie wysokich obciążeń. Wytrzymałość zmęczeniowa jest zwiększona poprzez rozwój miękkiego rdzenia otoczonego niezwykle twardą warstwą zewnętrzną. Właściwości te są pożądane w przypadku części poddawanych obciążeniom skrętnym i powierzchni narażonych na uderzenia. Obróbka indukcyjna jest wykonywana po jednej części na raz, co pozwala na bardzo przewidywalne zmiany wymiarów między poszczególnymi częściami.
Precyzyjna kontrola temperatury i głębokości hartowania
Kontrolowane i zlokalizowane ogrzewanie
Łatwa integracja z liniami produkcyjnymi
Szybki i powtarzalny proces
Każdy obrabiany element może być hartowany przy użyciu precyzyjnie zoptymalizowanych parametrów
Energooszczędny proces
Elementy stalowe i ze stali nierdzewnej, które mogą być hartowane indukcyjnie:
Elementy złączne, kołnierze, koła zębate, łożyska, rury, wewnętrzne i zewnętrzne bieżnie, wały korbowe, wałki rozrządu, jarzma, wały napędowe, wały wyjściowe, wrzeciona, drążki skrętne, pierścienie obrotowe, drut, zawory, wiertła do skał itp.

Zwiększona odporność na zużycie
Istnieje bezpośrednia korelacja między twardością a odpornością na zużycie. Odporność na zużycie części znacznie wzrasta wraz z hartowaniem indukcyjnym, zakładając, że początkowy stan materiału był wyżarzony lub poddany obróbce do bardziej miękkiego stanu.
Zwiększona wytrzymałość i trwałość zmęczeniowa dzięki miękkiemu rdzeniowi i resztkowemu naprężeniu ściskającemu na powierzchni.
Naprężenie ściskające (zwykle uważane za pozytywną cechę) jest wynikiem tego, że utwardzona struktura w pobliżu powierzchni zajmuje nieco większą objętość niż rdzeń i wcześniejsza struktura.
Części mogą być hartowane po Hartowanie indukcyjne aby dostosować poziom twardości według potrzeb
Podobnie jak w przypadku każdego procesu wytwarzającego strukturę martenzytyczną, odpuszczanie obniża twardość przy jednoczesnym zmniejszeniu kruchości.
Głęboka obudowa z wytrzymałym rdzeniem
Typowa głębokość nawęglania wynosi od 0,030" do 0,120", czyli średnio więcej niż w procesach takich jak nawęglanie, węgloazotowanie i różne formy azotowania wykonywane w temperaturach podkrytycznych. W przypadku niektórych projektów, takich jak osie lub części, które są nadal użyteczne nawet po zużyciu dużej ilości materiału, głębokość warstwy może wynosić do ½ cala lub więcej.
Proces hartowania selektywnego bez konieczności maskowania
Obszary po spawaniu lub obróbce pozostają miękkie - bardzo niewiele innych procesów obróbki cieplnej jest w stanie to osiągnąć.
Stosunkowo minimalne zniekształcenia
Przykład: wał o średnicy 1" i długości 40", który ma dwa równomiernie rozmieszczone czopy, każdy o długości 2", wymagające podparcia obciążenia i odporności na zużycie. Hartowanie indukcyjne jest wykonywane tylko na tych powierzchniach, o łącznej długości 4". W przypadku konwencjonalnej metody (lub gdybyśmy hartowali indukcyjnie całą długość), wypaczenia byłyby znacznie większe.
Umożliwia stosowanie tanich stali, takich jak 1045
Najpopularniejszą stalą wykorzystywaną do produkcji części hartowanych indukcyjnie jest 1045. Jest ona łatwo obrabialna, tania, a dzięki nominalnej zawartości węgla 0,45% może być hartowana indukcyjnie do 58 HRC+. Ma również stosunkowo niskie ryzyko pękania podczas obróbki. Inne popularne materiały do tego procesu to 1141/1144, 4140, 4340, ETD150 i różne żeliwa.

Ograniczenia hartowania indukcyjnego
Wymaga cewki indukcyjnej i oprzyrządowania związanego z geometrią części.
Ponieważ odległość między częścią a cewką ma kluczowe znaczenie dla wydajności nagrzewania, rozmiar i kontur cewki muszą być starannie dobrane. Podczas gdy większość zakładów obróbki ma arsenał podstawowych cewek do podgrzewania okrągłych kształtów, takich jak wały, sworznie, rolki itp., niektóre projekty mogą wymagać niestandardowej cewki, czasami kosztującej tysiące dolarów. W przypadku projektów o średnim i dużym wolumenie, korzyści wynikające ze zmniejszenia kosztów obróbki na część mogą z łatwością zrównoważyć koszt cewki. W innych przypadkach korzyści inżynieryjne procesu mogą przewyższać koszty. W przeciwnym razie, w przypadku projektów o małej objętości, koszt cewki i oprzyrządowania zwykle czyni proces niepraktycznym, jeśli konieczne jest zbudowanie nowej cewki. Część musi być również w jakiś sposób podparta podczas obróbki. Bieganie między centrami jest popularną metodą dla części typu wału, ale w wielu innych przypadkach należy zastosować niestandardowe oprzyrządowanie.
Większe prawdopodobieństwo pękania w porównaniu z większością procesów obróbki cieplnej
Wynika to z szybkiego nagrzewania i hartowania, a także tendencji do tworzenia gorących punktów na elementach/krawędziach, takich jak: rowki wpustowe, rowki, otwory poprzeczne, gwinty.
Odkształcenie podczas hartowania indukcyjnego
Poziomy zniekształceń są zwykle większe niż w przypadku procesów takich jak azotowanie jonowe lub gazowe, ze względu na szybkie nagrzewanie/chłodzenie i wynikającą z tego transformację martenzytyczną. Biorąc to pod uwagę, hartowanie indukcyjne może powodować mniejsze zniekształcenia niż konwencjonalna obróbka cieplna, zwłaszcza gdy jest stosowane tylko w wybranym obszarze.
Ograniczenia materiałowe związane z hartowaniem indukcyjnym
Od Proces hartowania indukcyjnego nie obejmuje zwykle dyfuzji węgla lub innych pierwiastków, materiał musi zawierać wystarczającą ilość węgla wraz z innymi pierwiastkami, aby zapewnić hartowność wspierającą przemianę martenzytyczną do pożądanego poziomu twardości. Zazwyczaj oznacza to, że zawartość węgla mieści się w zakresie 0,40%+, co daje twardość 56-65 HRC. Materiały o niższej zawartości węgla, takie jak 8620, mogą być stosowane z wynikową redukcją osiągalnej twardości (w tym przypadku 40-45 HRC). Stale takie jak 1008, 1010, 12L14, 1117 zazwyczaj nie są stosowane ze względu na ograniczony wzrost twardości.
Szczegóły procesu hartowania indukcyjnego powierzchni
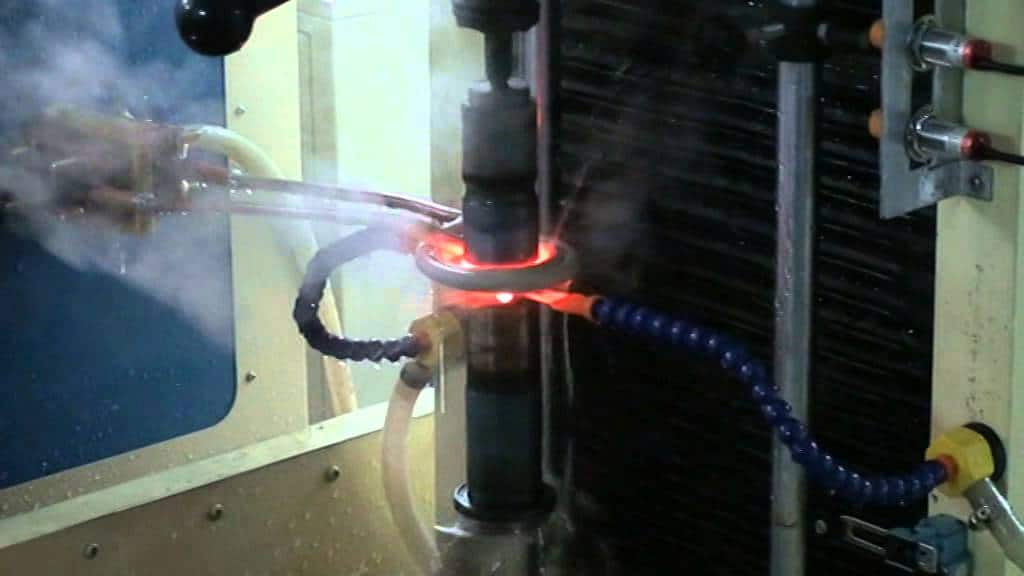
Hartowanie indukcyjne to proces stosowany do utwardzania powierzchni stali i innych elementów stopowych. Części poddawane obróbce cieplnej są umieszczane wewnątrz miedzianej cewki, a następnie podgrzewane powyżej ich temperatury transformacji poprzez zastosowanie prądu przemiennego do cewki. Prąd zmienny w cewce indukuje zmienne pole magnetyczne w obrabianym elemencie, które powoduje nagrzanie zewnętrznej powierzchni części do temperatury powyżej zakresu transformacji.
Komponenty są podgrzewane za pomocą zmiennego pola magnetycznego do temperatury w zakresie lub powyżej zakresu transformacji, a następnie natychmiast hartowane. Jest to proces elektromagnetyczny wykorzystujący miedzianą cewkę indukcyjną, która jest zasilana prądem o określonej częstotliwości i poziomie mocy.
