Indukcyjne lutowanie drutów miedzianych za pomocą urządzeń grzewczych wysokiej częstotliwości IGBT
Cel Lutowanie dwóch przewodów miedzianych do wstępnie zainstalowanych wieżyczek na szynie miedzianej
Materiał Lutowana szyna miedziana/niklowa, 2 cynowane druty miedziane, sztyft lutowniczy
Temperatura 446 ºF (230 ºC)
Częstotliwość 230 kHz
Sprzęt - indukcyjny system grzewczy DW-UHF-6kW, wyposażony w zdalną głowicę roboczą zawierającą jeden kondensator 1,2μF.
- Indukcyjna cewka grzewcza zaprojektowana i opracowana specjalnie do tego zastosowania.
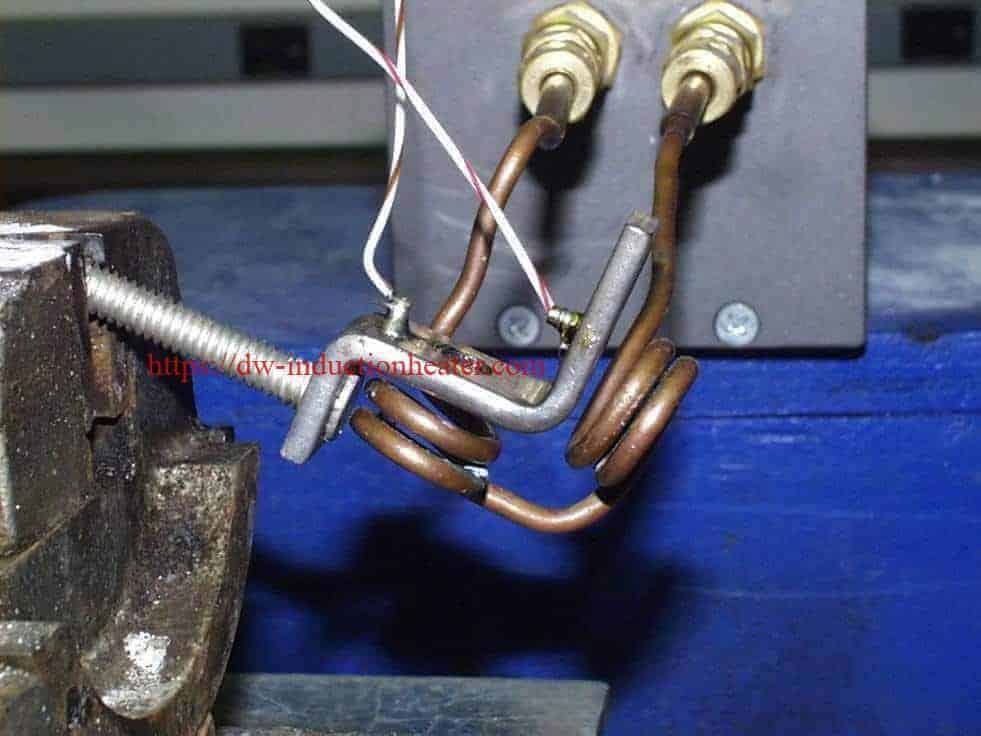
Proces Do lutowania zespołu szyny zbiorczej używana jest czterozwojowa spiralna cewka dzielona. 2 miedziane przewody są nakładane na wieżyczki i zasilane przez 30 sekund. Sztyft lutowniczy jest podawany ręcznie do rozgrzanych części, a lut płynie równomiernie, tworząc połączenie.
Wyniki/Korzyści Ogrzewanie indukcyjne zapewnia:
- Skrócony czas lutowania
- Równomierna dystrybucja ogrzewania
- Spójność między stawami