Indukcyjne hartowanie powierzchniowe wału dla wału twornika
Opis
Indukcyjne hartowanie powierzchniowe wału twornika
Cel
Indukcyjne hartowanie powierzchniowe koniec koła zębatego wału twornika do 58-65 Rockwell C na głębokości 0,02″ (,51 mm) na linii środkowej zębów i do 49-55 Rockwell C na głębokości .010″ (,3 mm) na linii środkowej korzenia.
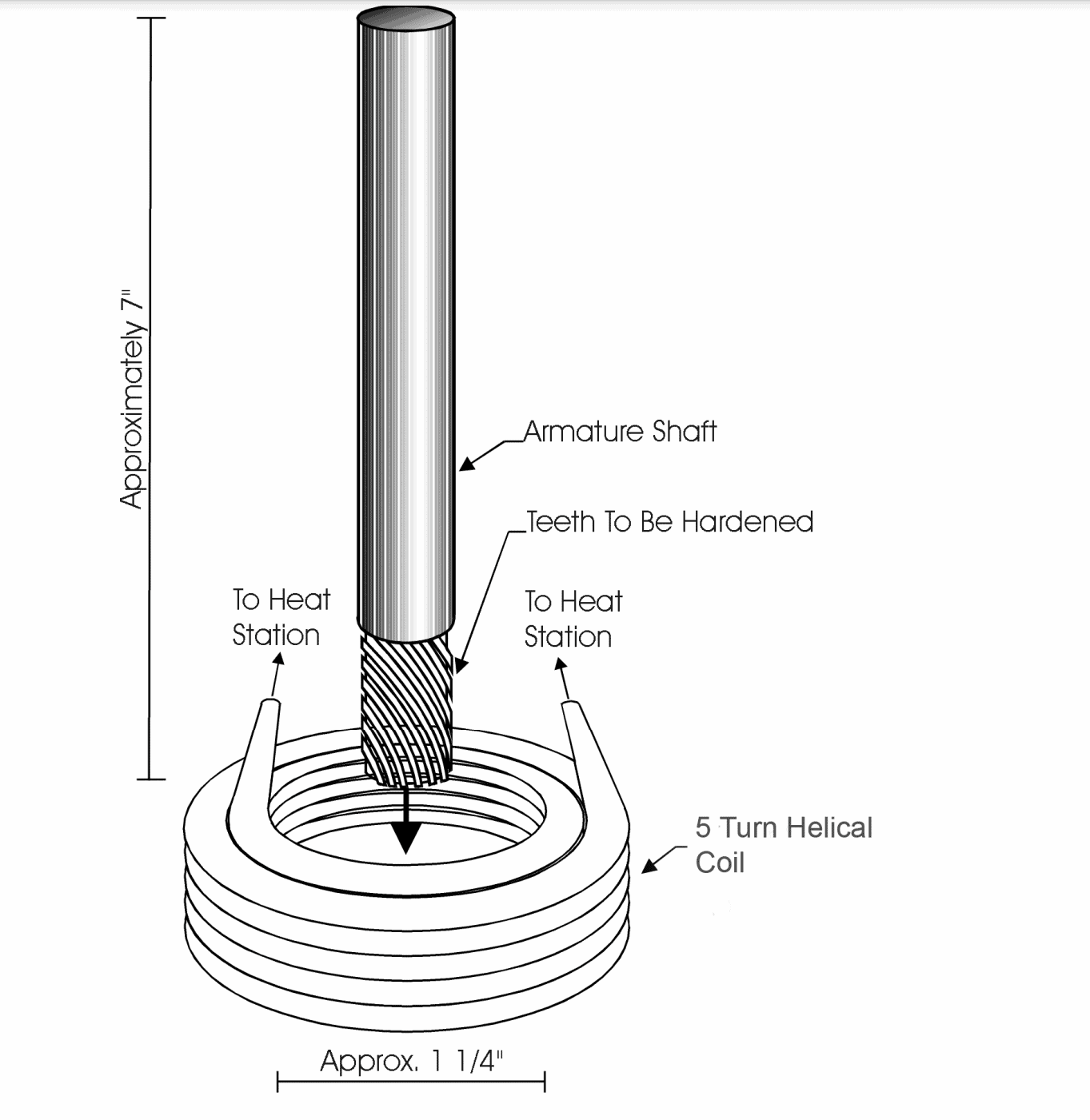
Materiał: Stalowy wał armatury o długości 7″ (177,8 mm) i średnicy koła zębatego około 1/2 (12,7 mm).

Temperatura: 1700ºF (926,7ºC)
Częstotliwość: 140 kHz
Sprzęt

- Indukcyjny system grzewczy DW-UHF-30kW wyposażony w zdalną głowicę roboczą zawierającą dwa (2) kondensatory
łącznie 0,5 µF
- Symulator wejścia 4-20 mA
- Indukcyjna cewka grzewcza zaprojektowana i opracowana specjalnie do tego zastosowania.

Proces
Pięcioobrotowa spiralna cewka jest używana do podgrzewania końcówki zębatej wału do 1700ºF (926,7ºC) przez 2,5 sekundy, aby osiągnąć pożądaną twardość.
Wyniki/korzyści
Zapewnia ogrzewanie indukcyjne:
- Najwyższa dokładność
- Maksymalna powtarzalność
- Krótszy czas cyklu