
Cel
Lutowanie indukcyjne wysokiej częstotliwości mosiężnej rury do mosiężnej części i mosiężnej końcówki w czasie poniżej jednej minuty przy użyciu indukcji.

Sprzęt
Ręczna lutownica indukcyjna DW-UHF-6KW-III

2 zwoje cewki
Materiały
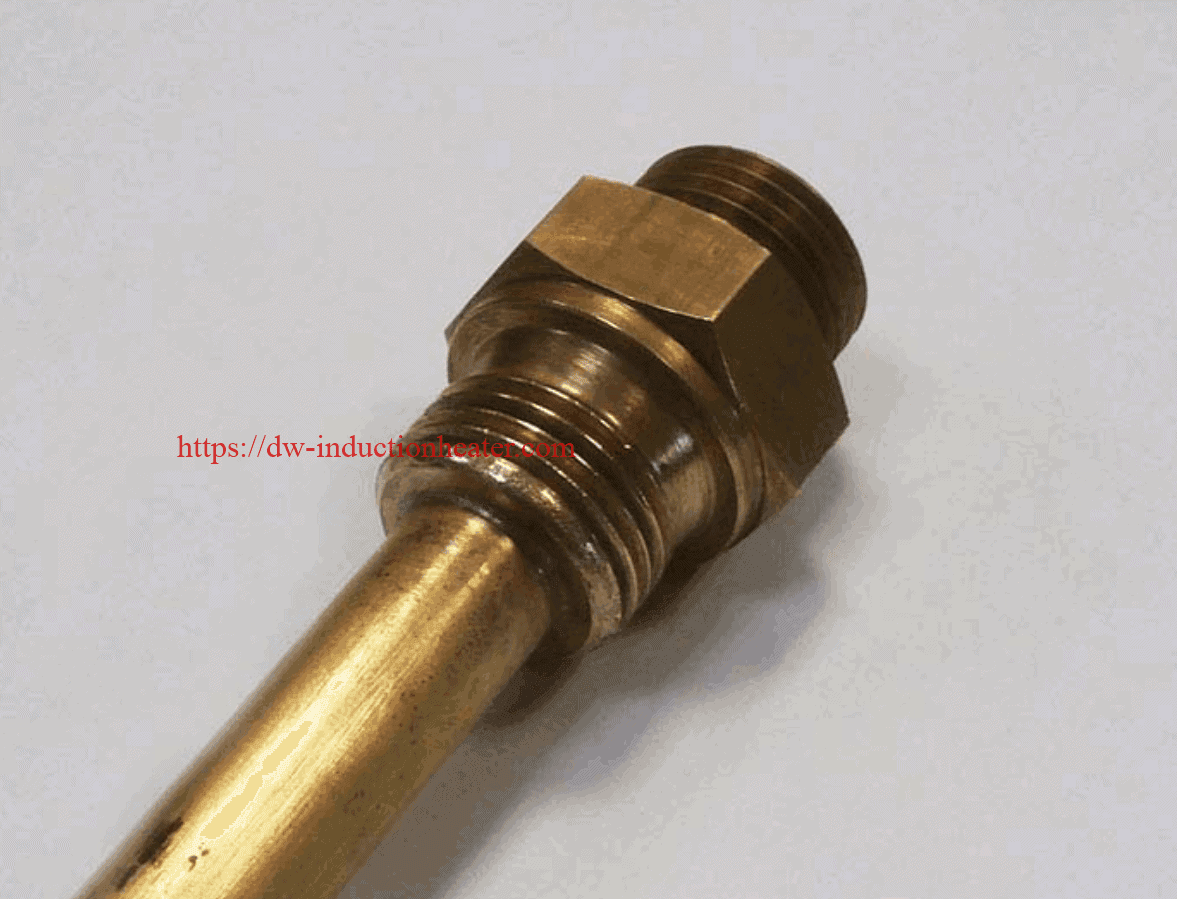
- Szeroka mosiężna część
- Rura mosiężna
- Stop lutowniczy na bazie srebra, dostarczony przez klienta
Test 1 - Rura do szerokiej części:
Kluczowe parametry
Moc: 4,4 kW
Temperatura: Około 1400° F (760° C)
Czas: 38 sek

Test 2 - Rura do końcówki:
Kluczowe parametry
Moc: 4,4 kW
Temperatura: Około 1400° F (760° C)
Czas: 17 sek
Proces:
Test 1
- Szeroka część i mosiężna rura są montowane, a pomiędzy nimi umieszczany jest pierścień ze stopu lutowniczego.
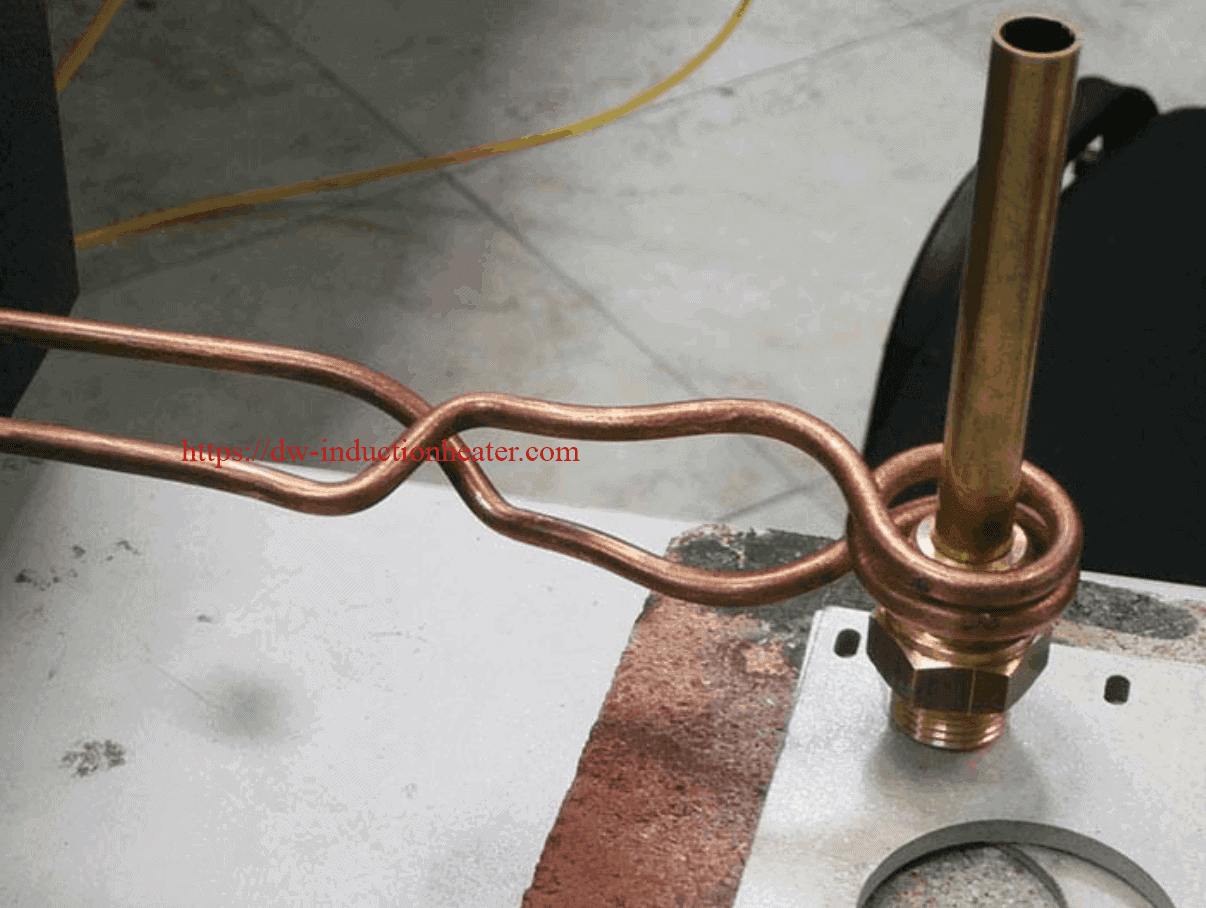
- Zespół jest umieszczany wewnątrz indukcyjnej cewki grzewczej i stosowane jest ciepło indukcyjne.
- Połączenie zostało wykonane w 38 sekund.

Test 2
- Końcówka i rura są montowane, a pomiędzy nimi umieszczany jest pierścień ze stopu lutowniczego.
- Zespół jest umieszczany wewnątrz cewki i stosowane jest ciepło indukcyjne.
- Połączenie jest wykonywane w 17 sekund.
Wyniki/korzyści:
Ogrzewanie indukcyjne zapewnia:
- Mocne i trwałe złącza
- Selektywna i precyzyjna strefa ciepła, co skutkuje mniejszymi odkształceniami części i naprężeniami złącza niż w przypadku spawania.
- Mniejsze utlenianie
- Szybsze cykle nagrzewania
- Bardziej spójne wyniki i przydatność do produkcji wielkoseryjnej, bez konieczności przetwarzania wsadowego.
- Bezpieczniejszy proces niż lutowanie płomieniowe

