nagrzewanie indukcyjne walcowanie na gorąco
Opis
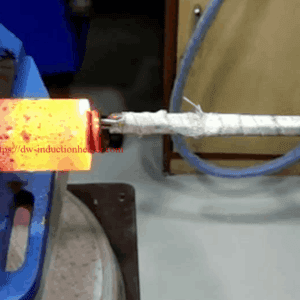
ogrzewanie indukcyjne walcowanie na gorąco z indukcyjnym systemem grzewczym IGBT
Cel Ogrzewanie obwodu talerzy pługa przed procesem walcowania na gorąco (ostrzenia)
Materiał Płaskie tarcze ze stali borowej, OD 460 do 710 mm (18 do 28"), grubość 3,2 do 10 mm (8/64 do 25/64")
Temperatura 725°C 1335°F
Częstotliwość 75 kHz
Sprzęt DW-HF-120 kW indukcyjny system grzewczy wykorzystujący 2 głowice robocze, system przełączania, 4 specjalnie zaprojektowane wężownice, system chłodzenia
Proces W systemie PLC każda z dwóch maszyn walcujących jest wyposażona w zdalną głowicę roboczą i obrotową platformę, na której tarcza jest utrzymywana w pozycji poziomej i utrzymywana w pozycji przez centralny niemagnetyczny magnes.
płyta o 100 mm mniejsza od średnicy tarczy. Spirala grzewcza o średnicy 250 mm (10") jest umieszczona nad tarczą, obrotowo przed rolkami dociskowymi. Powoduje to podgrzanie całej krawędzi tarczy.
Po kilku sekundach nagrzewania krawędź osiąga wymaganą temperaturę, a tarcza obraca się z prędkością 30 obr. Rolki dociskowe zamykają się, tworząc ostry profil krawędzi. Ostateczną krawędź uzyskuje się po dwóch obrotach tarczy.
Wyniki/Korzyści Nagrzewanie indukcyjne zapewnia znacznie szybszy proces w porównaniu do walcowania na zimno; pożądany profil uzyskuje się po kilku sekundach, w porównaniu do kilku minut. Jakość metalurgiczna gotowej krawędzi jest wyższa, ponieważ proces ten skutecznie utwardza materiał.
Sprzęt i procesy nadają się do zrobotyzowanej automatyzacji